
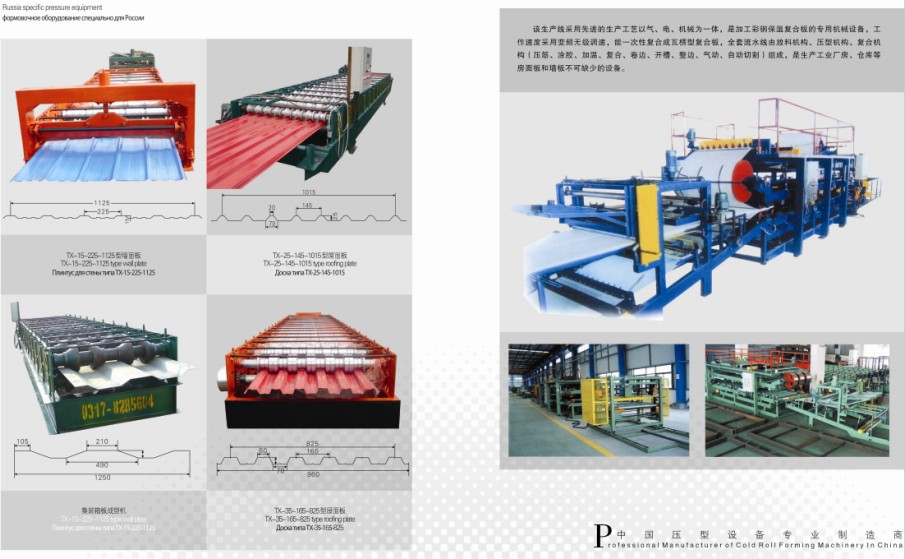
На данной автоматической линии вы можете осуществлять производство стенового, кровельного профнастила, а так же на втором ярусе прокатного стана, производство металлочерепицы из оцинкованной стали (ГОСТ 14918) и тонколистового металла с полимерным или лакокрасочным декоративно-защитным покрытием (ГОСТ 30246-94; ГОСТ 9045; ГОСТ 1050) толщиной 0,4-0,7 мм методом последовательного профилирования.
Содержание
- 1 Свойства профнастила
- 2 Ручное оборудование для производства профлиста
- 3 Построение технологического процесса:
- 4 Преимуществами двухъярусного профилегибочного оборудования является:
- 5 Подготовка опор и стола для подачи заготовок
- 6 Подготовка опор и стола для подачи заготовок
- 7 Технология изготовления профнастила
- 8 Местоположение
- 9 Шестеренные клети и редукторы
- 10 Как изготовить станок для производства профлистов
- 11 Оборудование для производства
- 12 Прокатный стан — это… Что такое Прокатный стан?
- 13 Автоматизированное производство профнастила на высокомощных линиях
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.


Основные виды профилированного листа


В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.


Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.




Ручное оборудование для производства профлиста
Чаще всего такое оборудование используется в небольших производствах и при строительстве удаленных объектов, когда доставка небольших партий готового профилированного листа просто нецелесообразна.
Ручное оборудование для профлиста позволяет изготавливать до 150 листов профнастила за одну 8-часовую смену. Фактически, такой станок представляет собой ручной листогиб. С помощью прижима, лист оцинкованного металла фиксируется на рабочем столе, а специальная направляющая изгибает лист на заданный угол, формируя профиль поверхности.

Поскольку ширина рабочего стола в ручных станках ограничена и не превышает 2,5 м, такое оборудование для профнастила не может обрабатывать рулонную сталь. В качестве исходных заготовок используют листы оцинкованной стали размером не более чем 2,5×1,2 м.
Оборудование, приводимое в действие только мускульной силой, для производства профлиста

К преимуществам ручных станков для изготовления профлиста можно отнести мобильность и экономичность (за счет использования мускульной силы человека они не требуют для работы затрат энергоносителей). Такое оборудование для профнастила также легко монтируется, не требует для установки специальных производственных помещений и имеет небольшой срок окупаемости.
Недостатками таких станков являются малая производительность, высокая вероятность брака в виде перекатов и двойного нанесения гофры, возможность использования стального листа не толще 1,0 мм, а также высокая вероятность образования микротрещин слоя полимерного защитно-декоративного покрытия листа. По этой причине обрабатывать на таких станках крашеный металл не рекомендуется.
Многие российские машиностроительные предприятия производят ручное оборудование для изготовления профнастила, цена его в зависимости от качества и комплектации колеблется в пределах от 70 до 100 тысяч рублей.

Наверх ↑

Построение технологического процесса:
- Сначала на консольном размывателе закрепляют тонколистовую горячеоцинкованную сталь (которая выглядит как рулон)
- После этого на профилирующий прокатный стан направляется начальный материал, который похож на ленту.
Такой стан имеет несколько пар клетей, которые влияют на качество получаемого профнастила. Каждая отдельная клеть предусматривает наличие двух наборов роликов необходимой геометрии, которые, следовательно, закрепляются на верхнем и нижнем валах.
- Путем прохождения профнастилом через клети, получается намеченная геометрия профнастила.
Оборудование, которое применяют при производстве профлиста имеет различную комплектацию (просечные электромеханические ножницы, рольганги или штабелеры, а так же системы автоматического управления, которая оборудована сенсорным пультом).
Иногда изготовители в комплектацию оборудования для профнастила еще добавляют комплект измерительного зажимного устройства, стол и ножницы для резки кромок, а также устройство для сбора и удаления отходов.
Стандартная линия по производству имеет:
- Консольный разматыватель для первоначального материала в рулоне (оцинкованный лист с особым покрытием), грузоподъемность этого оборудования достигает около10 тонн
- Прокатный стан, который выполняет профилировку гладкого листа (лучше остановиться на одновременной схеме прокатки, скорость которой как минимум 22 м/п в минуту)
- Гильотинные ножницы с ножами, которые схожи с формой профиля самого листа
- Устройство приема для готового продукта
- Автоматизированную систему, которая управляет производственными процессами.
Помимо указанного перечня, необходимо отапливаемое помещение, в котором имеется кран-балка и промышленный пол с ровным покрытием.
Разматыватель рулона, грузоподъемность которого до 10 тонн, используется для того, чтобы выполнить размотку металла непосредственно из ленты.
Также он способствует подаче в прокатный стан самой производственной линии.
Этот механизм автоматизирован, что позволяет проводить контроль над провисанием петли материала, которая может возникнуть на отрезке прокатны стан — размотчик.
Прокатный стан – это основной элемент и главный механизм, который относится к комплекту оборудования, необходимого при производстве профнастила.
Благодаря этому необходимый профиль получают из гладкой заготовки. Он содержит определенные рабочие прокатные клети, они необходимы для последовательного сгибания профлиста.






Помимо рабочих клетей, на общей раме расположена заправочная клеть. Также там располагается кабель управления, кабель питания, электроприводы.
Гильотинные ножницы используются для того, чтобы отрезать полученный профилированный лист в том размере, который назначил оператор.
Форма ножей ножниц полностью идентична форме самого изделия, поэтому разрез получается качественным без какого-либо загиба и заусенцев. Для того, чтобы обеспечить конструкции высокую жесткость, проводится монтировка ножниц на единой с прокатным станом раме.
Устройство приема используется для того, чтобы формировать пачки готовой продукции.
Конкретный вид профнастила предполагает определенную длину данного элемента линии.
Автоматизированная управляющая система отвечает за то, чтобы связывать все устройства линии воедино, помимо этого она отвечает за контроль выполнения работы, и возникновение внештатных аварийных ситуаций. Помимо этого она позволяет управлять всем процессом, находясь за центральным операторским пультом.
Многие эксперты придерживаются мнения, что вкладывать деньги в производство профнастила, в принципе логично.
Популярность этого материала с каждым годом повышается, поэтому можно прогнозировать увеличение рынка сбыта. Не стоит забывать от том, что для производства конкурирующего материала, отвечающего всем ГОСТам, необходимо использование профессионального и качественного оборудования.
Конечно, если вы желаете сэкономить, тогда можно приобрести и не совсем новое оборудование.
Если так, тогда необходимо очень внимательно изучить суть предложения и его технические свойства, так как часто встречаются случаи, что на продажу попадают станки, которые находятся в состоянии выработки.
Такой же совеем можно дать, есть желание приобрести продукцию из Китая, так как часто бывает лишь некачественная имитация известной марки, которая абсолютно не похожа с оригинальным оборудованием.
Вся Россия
Преимуществами двухъярусного профилегибочного оборудования является:
– экономия занимаемого пространства, линии расположены друг над другом.
– экономия в стоимости: вам не нужно приобретать дополнительный разматыватель и автоматику.
Минусами является не возможность одновременной прокатки двух профилей, прокат осуществляется только на одном ярусе.
При проектировании двухъярусных прокатных линий мы учли, габариты и массу для погрузк и разгрузки оборудования. Для транспортировки оборудование частично разбирается, что позволяет комфортно его погрузить в транспорт и выгрузить для установки в помещении заказчика. Так же данная прокатная линия спроектирована таким образом, что заказчик при необходимости сможет комфортно налаживать любой ярус проктаной линии. Ножницы при работе оборудования находятся стационарно на линии и их не требуется менять при переходе на другой вид профиля. На кажом ярусе в начале захода металла в прокатный стан установлены роликовые ножи. Приемный стол так же спроектирован таким образом, что заказчику будет комфортно принимать профиль с верхнего яруса.
Состав линии:
- Разматыватель консольный
- Стан прокатный (рама с клетями) С8 и МП20 (пример производимых профилей)
- Отрезное устройство (ножницы гильотинные, электромеханические с профильными ножами)
- Приемное устройство
- Система автоматического управления (САУ)
Общие характеристики:
Исх. материал
(рулонная холоднокатанная сталь, ГОСТ 30246-94):
Ширина заготовки – 1250 мм
Толщина – 0,4-0,6 мм
Режим работы линии: автоматический
Установленная мощность: 23,5кВт
Габариты линии (ДхШхВ): до 22000х3000х1800 мм
Производительность линии: до 27 пог. м/мин.
Разматыватель консольный:
Установленная мощность: 3 кВт
Габариты: 3000х1600х1775 мм
Масса: 2700кг
– дополнительно к разматывателю можно поставить гидравлическую погрузочно-разгрузочную тележку.
Стан прокатный:
Количество рабочих клетей С8: 9
Количество рабочих клетей МП20: 13
Установленная мощность: 7,5 кВт
Габариты: до 8500х1600х2000 мм
Масса: 15000 кг
– оснащен ручными роликовыми ножами у заправочной клети для безотходной работы
Ножницы гильотинные:
Установленная мощность: 3 кВт
Габариты: 1550х440х1150 мм
Масса: 500 кг
Приемное устройство:
Габариты: 6000х1350х1200 мм (может быть требуемой вами длины)
Масса: до 300 кг
Система автоматического управления (САУ):
Исполнена на элементной базе компании Siemens; включает в себя пульт управления и позволяет управлять такими параметрами, как скорость прокатки (с целевой функцией оптимизации по критерию производительность-качество), количество-длина (с регулировкой пауз технологического цикла), цикл отгрузки. Пульт управления оснащен системой индикации основных технологических параметров и оповещения об аварийной ситуации.
Требования к производственному помещению и обслуживающему персоналу:
Необходимая произв. площадь, не менее: 22х4 м
Наличие грузоподъемной техники: грузоподъемностью не менее 10т
Обслуживающий персонал: 1 чел. (оператор и подсобный рабочий)
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.






На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка

Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Технология изготовления профнастила
Для того чтобы выпустить большую партию профилированных листов с различными характеристиками – используется метод холодного проката.
Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- систему автоматического управления процессом.
С помощью универсальных технологий по производству профилированного настила промышленным способом, можно изготовить все профили на одном листе.
Преимуществами такого метода является:
- Отсутствие перекатов и ошибок в геометрии.
- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).

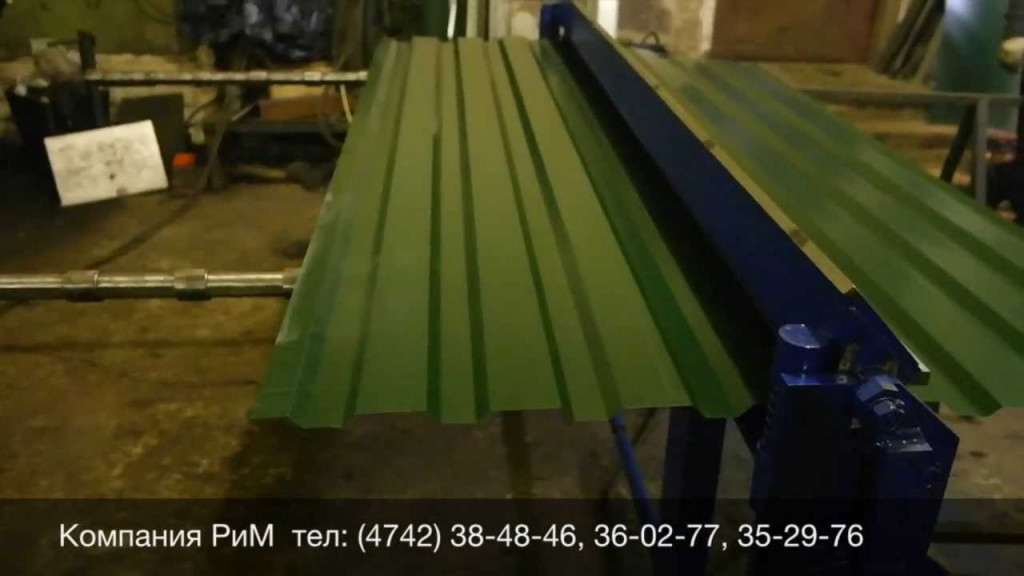
Ручной станок для производства профнастила, смотрите на видео:
Производить и продавать профнастил довольно выгодно. Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование устанавливается в отдельных цехах, в которых должны соблюдаться определенные требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса. Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре.
- Наличие площадей под рулоны, изготовленные заказы и другой материал.
Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводах-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые кроме продажи материала, обеспечат его бесплатную доставку. Если вы приобретаете профнастил на заводе – то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, важно просмотреть фото- и видеоматериалы интернета. Из них вы узнаете, например, как работает листогиб ручной для профнастила.
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Местоположение
Здание для производства профнастила можно искать и на территории города, и за его пределами. Главный критерий при выборе расположения – наличие удобных подъездных путей для грузовых автомобилей. Если в городе есть железная дорога, ищите здания в максимальной близости к ней. Вероятность поставки сырья с использованием железнодорожного транспорта очень высока.
Непосредственно к помещению требования следующие:
- Площадь – не менее 250 м². Кроме помещения цеха необходимы дополнительные площади для хранения сырья и готовой продукции.
- Наличие исправных коммунальных сетей (электроснабжение для производственной линии 380 кВт, отопление и водоснабжение) или возможность их провести. Ремонтные работы такого типа стоят около 200 000 рублей.
- Ровный бетонный пол. Работы по его ремонту для минимальной площади оцениваются в 250 000 рублей.
- Пластиковые окна. Температура в помещении не должна быть ниже +4 °C, во время работы оборудования – не ниже 10 °C. Установка новых окон стоит около 150 000 рублей.

Определенные требования к помещению будут у пожарной охраны и СЭС. Их следует узнать еще до поиска помещения в местных отделениях этих организаций.
Шестеренные клети и редукторы
В тех случаях, когда каждый прокатный валок приводится во вращение индивидуальным двигателем (современные блюминги, слябинги и толстолистовые станы кварто), не требуется никаких зубчатых передач. Все остальные прокатные станы должны иметь зубчатые передачи в шестеренных клетях и редукторах.
Шестеренная клеть состоит из главных шестерен, станины, подшипников для главных шестерен (подушки, залитые баббитом, подшипники качения) и системы сопел и трубопроводов, обеспечивающих подачу обильной смазки трущимся деталям.
Главные шестерни имеют зубчатый венец, шейки (цапфы) и трефы, изготовленные как одно целое из стали 40, 45 или 40Х с поверхностной закалкой зубьев. Шестерни работают при больших нагрузках (часто динамических) и высоких скоростях. Число зубьев принимается от z = 18 до z = 29, нарезка шевронная.
Станина шестеренной клети представляет собой цельную или состоящую из двух половин коробку, отлитую из модифицированного чугуна или стали. В процессе работы шестеренных клетей особое внимание уделяется непрерывной подаче достаточного количества смазки на зубья и шейки главных шестерен под давлением 0,2. . . 0,5 МПа.
Редукторы между шестеренной клетью и электродвигателем применяют в том случае, если их установка и затраты на эксплуатацию оправдывают разницу в стоимости и эксплуатационных расходах тихоходного и быстроходного двигателей В зависимости от передаточного числа редукторы, используемые в прокатных станах, бывают одно-, двух-, а иногда и трехступенчатыми.
Соединительные устройства, передающие крутящий момент от двигателя через редуктор и шестеренную клеть к валкам, представлены муфтами и шпинделями различной конструкции.
Ведущая шестерня шестеренной клети соединяется с ведомым валом редуктора или с валом двигателя (если редуктор отсутствует) посредством муфты, которую обычно называют главной. Наибольшее распространение получили зубчатые, а также эластичные или упругие муфты.
Валки двух соседних клетей линейного стана, а также главные шестерни и рабочие валки в условиях незначительного их перемещения в вертикальной плоскости соединяются между собой муфтами и шпинделями трефового типа, что допускает возможность работы шпинделя с некоторым перекосом (1. . . 2°) . При значительных перемещениях валков в вертикальной плоскости, когда ось шпинделя составляет значительный угол с горизонтальной плоскостью, для привода валков используют шарнирные шпиндели с подшипниками качения, устроенные по принципу шарнира Гука, которые могут передавать крутящий момент прокатки валкам от шестеренной клети при перекосе шпинделей до 10 12°
Поскольку шпиндели при длине в десятки метров имеют значительный вес, их уравновешивают с помощью грузов или пружин.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста

Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.

Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.

Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Источник
Оборудование для производства
Схема автоматического оборудования
Оборудование для профнастила разделяется на холодный и горячий метод обработки листового металла. Более распространены прокатные станки холодного метода обработки, не требующие нагрева исходного сырья.
Такие линии осуществляют прокатку и резку металла. Изготовление носит название профилирования, вследствие того, что металл приобретает форму профиля.
На разном оборудовании выпускаются профилированные листы различной модификации. От вида и типа профиля зависит область его использования.
Для каждого вида листа в зависимости от высоты его гофры, которая характеризует материал, оборудование развивает различное давление.
Производственное оборудование различается по ступени механизации:
- автоматизированное;
- ручное;
- передвижное.




Передвижное оборудование для производства арочного профнастила применяется в случае необходимости изготовления листов на строительной площадке. Они применяется для сооружений, имеющих элементы арки – ангары, зернохранилища, аэродромы.
Ручное оборудование применяется для производства гофрированных профилей для профнастила небольшого размера и количества. Технологические операции на нем выполняются в ручном режиме.
В основном, ручное оборудование применяется строительными организациями в мастерских по обработке металла. Оно необходимо при производстве доборных элементов.
Автоматизированные станки представлены автоматической или полуавтоматической линией оборудования. Они включают комплект механизмов, которые смонтированы в последовательном порядке.
Как оборудование арочный профнастил, так и автоматизированное, позволяет изготавливать профилированные листы достаточно быстрыми темпами.
Внимание. Ручные станки не рекомендованы для прокатки сырья, имеющего лакокрасочное или полимерное покрытие.
Прокатный стан — это… Что такое Прокатный стан?
Маленький прокатный станок для ювелирных дел. Вальцы со столиком для прокатки листов. Прока́тный стан — комплекс оборудования, в котором происходит пластическая деформация металла между вращающимися валками. В более широком значении — система машин, выполняющая не только прокатку, но и вспомогательные операции:
- транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана,
- передачу прокатываемого материала от одного калибра к другому,
- кантовку,
- транспортирование металла после прокатки,
- резку на части,
- маркировку или клеймение,
- правку,
- упаковку,
- передачу на склад готовой продукции и др.
История
Считается, что первый прокатный стан (с деревянными валками) был сконструирован еще Леонардо да Винчи. Первые прокатные станы для производства полосового железа и мелкого сорта были изготовлены еще в XVIII в. Они приводились во вращение от водяных колес. С развитием железнодорожного транспорта значительно увеличилась потребность в прокатной продукции. Первые рельсы были чугунными, однако в начале XIX века в Англии перешли на производство железных рельсов. В 1828 году появился первый прокатный стан для прокатки рельсов из пудлингового железа, а с 1825 года начали прокатывать рельсы из бессемеровской стали. Рельсы были главным продуктом прокатного производства. Помимо рельсов надо было производить различные детали паровозов, броня требовалась и для развития флота, в котором деревянные корабли заменялись металлическими бронированными. Первый броневой прокатный стан был сконструирован в 1859 году русским механиком В.С. Пятовым. Все эти станы были довольно примитивными: валки станков приводились во вращение от водяного колеса, а позднее- паровой машины. Перемещение горячего металла к стану и от него осуществлялось вручную. В одном из музеев старого уральского завода имеется картина: по железному горячему настилу с помощью крючков бригада рабочих передает раскаленную болванку к стану. Труд прокатчика был самым тяжелым на заводе[1].
Классификация и устройство прокатных станов
Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса.
По сортаменту продукции станы разделяют на:
- заготовочные, в том числе станы для прокатки слябов и блюмов,
- листовые и полосовые,
- сортовые, в том числе балочные и проволочные,
- трубопрокатные
- деталепрокатные (бандажи, колёса, оси и т.д.).
По технологическому процессу делят на следующие группы:
- литейно-прокатные (агрегаты),
- обжимные (для обжатия слитков), в том числе слябинги и блюминги,
- реверсивные одноклетевые,
- тандемы,
- многоклетевые,
- непрерывные,
- холодной прокатки.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.

Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.

Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.













