
К сегодняшнему многофункциональному покрытию относится профлист. Он применяется в приватном сооружении, на индустриальных объектах, для строительства быстромонтируемых построек. Новенькое оборудование + производство профлиста предоставляет возможность получить кровельный и материал для фасадных работ.
Содержание
- 1 Составляем бизнес план
- 2 Описание
- 3 Механизированные листогибы
- 4 Последовательность выполнения производственных операций
- 5 План реализации проекта
- 6 Разновидности конструкции и принцип работы
- 7 Технология производства
- 8 Что даст наличие бизнес-плана производства профнастила
- 9 Как самостоятельно разрезать профнастил?
- 10 Сравнение цен, преимущества и недостатки автоматического, полуавтоматического и ручного оборудования для производства профнастила
- 11 Производственный процесс
- 12 Станок для производства профнастила своими руками
- 13 Следует тщательно подойти к выбору помещения
- 14 Финальные стадии производства
- 15 Покупка станка для изготовления профилей по оптимальным ценам
- 16 Линии с автоматикой и полуавтоматикой
- 17 Самодельный листогиб из швеллера и уголка
Составляем бизнес план
Перед тем как приступить к разработке бизнес плана производства профнастила, нужно объективно оценить перспективность региона.
Сделать это можно по следующим параметрам:




- Наличие крупных предприятий, которые занимаются производством металлопрофиля. Чтобы вступить с ними в конкурентную борьбу, понадобятся крупные капиталовложения. Кроме того, придется потратить немало средств на рекламу и существенно снизить цены на продукцию, чтобы привлечь покупателей. В связи с этим производство может стать нерентабельным. Такая стратегия может в скором времени привести вас к банкротству;
- Наличие поставщиков сырья в регионе. Если покупать заготовки непосредственно у производителя по оптовым ценам, себестоимость продукции будет намного ниже;
- Ассортимент, объемы продаж, а также цены, которые предлагают потребителям существующие изготовители;
- Востребованность продукции в вашем регионе. Это параметр можно оценить по объемам частного и коммерческого строительства.
Описание
ukrlot Владимир Монахов Добавлено: в 23:20 Продолжительность: 01:05

Станок изготавливает профнастил с высотой волны от 8 до 20мм ,станок ручной и удобен эксплуатации ( пружинным механизмом )высокая производительность 400 листов за смену.
Каналы Металлообработка

Теги Станок профнастил линия ручной

Комментарии 2
- 0 Коля Басков (10 июля 2012, 09:08) 8 лет назад
Супер
- 0 Коля (18 сентября 2012, 14:14) 8 лет назад
А крашенный гнет?

Оставить комментарий Отправить

Интересные статьи партнеров
Поставка электромеханического трубогиба ТМ-30 в Магнитогорск Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Книжный шкаф своими руками — подробная инструкция! Попробуйте угадать какие ценности хранит этот сейф! Поставка и запуск еще одного форматно-раскроечного станка Y45-1 в Казани Пивная кружка из дерева как в фильме «?Хоббит»? своими руками Cтоляр спас кота рискуя своей жизнью Почему каждый инженер должен использовать САПР ? Практическое руководство: Металлическая инкрустация в дереве своими руками
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона в действие необходим сжатый воздух. Мощность такого станка существенно выше, чем у ручного. Это позволяет с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.

С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: ” “). Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Последовательность выполнения производственных операций
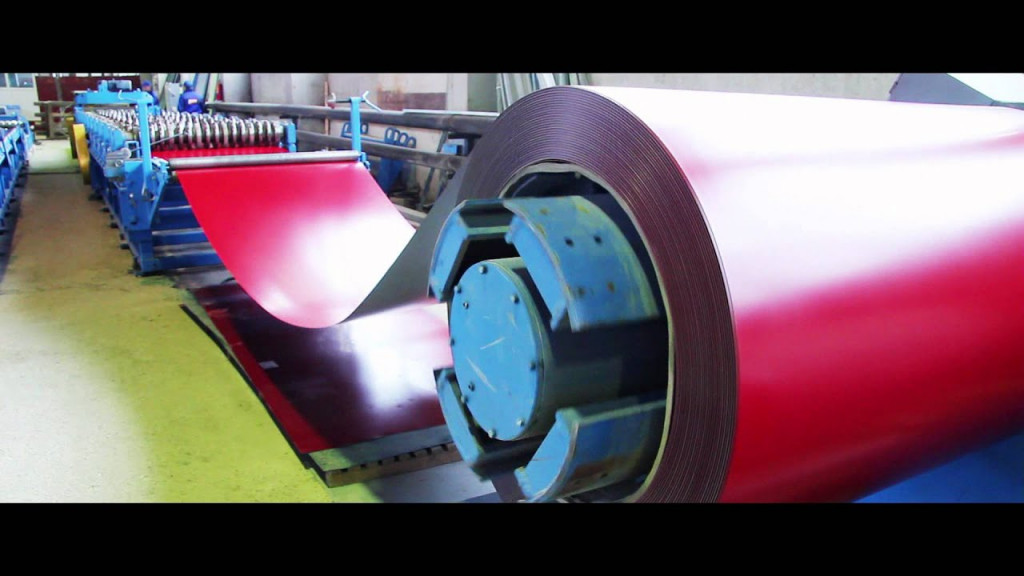
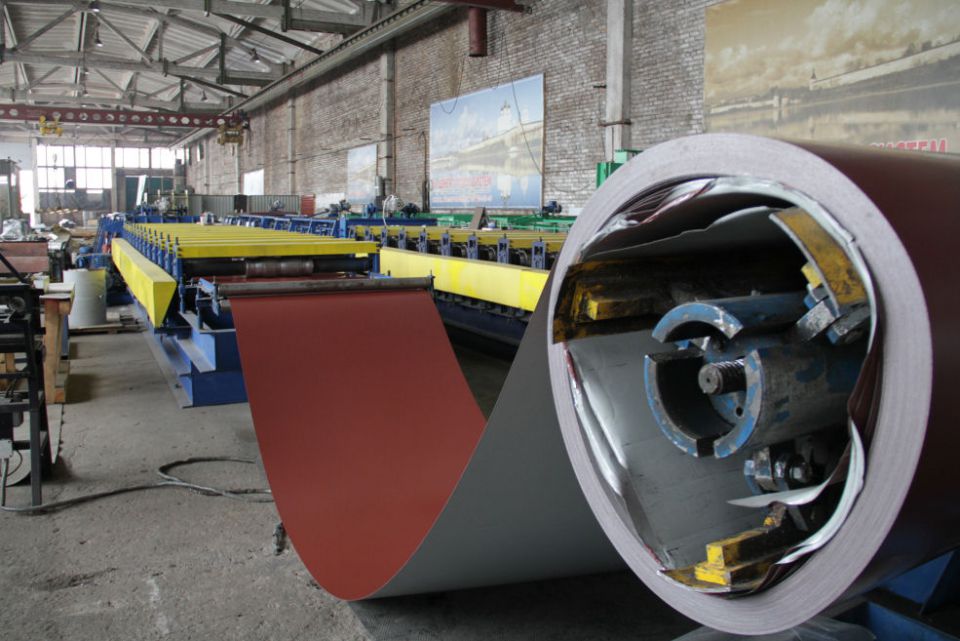
Изготовление профнастила начинается с установки стального рулона на разматыватель. Основное назначение этого устройства – обеспечивать подачу металлического листа равномерно, без рывков, ускорений и перекосов. Для этого разматыватель имеет свою собственную автоматику. В то же время устройство выполняет и команды, полученные от общей системы управления линией. Главное при этом – уравнять скорости подачи и формовки. В случае необходимости разматыватель может использовать специальный тормоз, способный полностью остановить линию.
На следующем этапе приступает к работе формовочная машина, то есть стан холодной прокатки. Между ним и разматывателем, кроме того, устанавливают специальное устройство для разрезания металла. Оно используется в том случае, если необходимо заменить рулон (например, если требуется другая толщина стали).
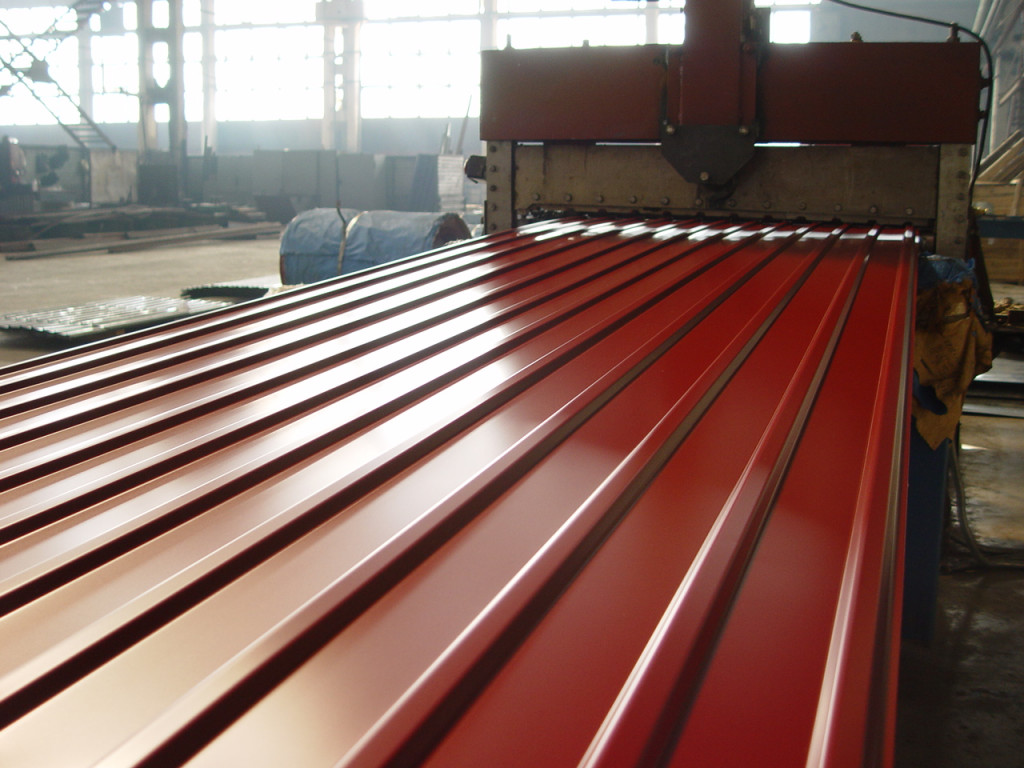
Формирование на поверхности металла характерной для профнастила «волны» осуществляется с помощью специальных вальцов. Их геометрические размеры и форма определяют высоту и шаг оребрения. Разумеется, вальцы можно заменять, выбирая нужные для выбранного вида материала (эта операция выполняется автоматически, под управлением программы или по указанию оператора). Вдавливание стали в матрицу осуществляется с использованием гидравлики или пневматики. Скорость формовки выбирается в зависимости от толщины исходного листа металла. Этот параметр также может быть изменен по команде системы управления.
После формирования «волны» на поверхности стального листа остаётся лишь разрезать его на куски необходимого размера. Эта операция выполняется гильотинными ножницами непосредственно после выполнения обработки в формовочной машине. Длина фрагментов задаётся при программировании автоматической системы управления линией. Форма ножа, который разрезает сталь, в точности повторяет контуры созданного во время выполнения проката профиля материала. Использование плоских резаков не допускается.
Готовый профнастил поступает в приёмное устройство. Там этот материал постепенно накапливается, один лист за другим. После того как всё пространство будет занято, необходимо осуществить выгрузку. Транспортировка на склад выполняется специальными тележками.
План реализации проекта
2.1. План-график проведения основных этапов реализации проекта
| Наименование этапа | Август | Сентябрь | Октябрь | ||||||
| 1 декада | 2 декада | 3 декада | 1 декада | 2 декада | 3 декада | 1 декада | 2 декада | 3 декада | |
| Внесение предоплаты за профилегибочное оборудование (Оплата 30 %) | |||||||||
| Подготовка цеха для размещения лини | |||||||||
| Получение допуска к линии электропередач 380 В. | |||||||||
| Окончательная оплата за оборудование (оплата 70 %) | |||||||||
| Доставка оборудования | |||||||||
| Приобретение дополнительного оборудования (кран-балка, вилочный погрузчик, инструмент), Оплата 100 % | |||||||||
| Монтаж и пуско-наладочные работы производственной линии. | |||||||||
| Закуп металлопроката | |||||||||
| Начало деятельности |
2.2. Общая смета расходов по реализации проекта
Для запуска цеха необходимо инвестиции в размере 2 190 000 рублей, структура инвестиций:





- 1 490 000 – средства инвестора
- 700 000 личные средства инициатора проекта
Помимо данных вложений, инициатор проекта представляет принадлежащее ему помещение, для размещение цеха.
2.3. График финансирования проекта
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
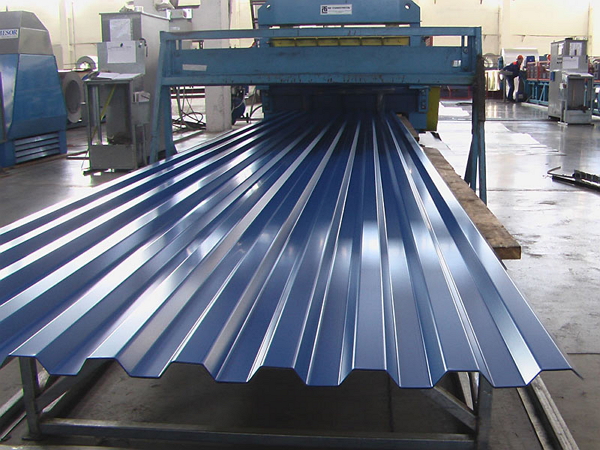
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Технология производства
Технологический процесс производства оцинкованного профнастила состоит из нескольких этапов. Их краткое описание представлено ниже:
- На первом этапе рулон оцинкованной стали помещается на размоточное устройство, при этом один его конец закрепляется на заправочной клети. После рулон разматывается на прокатном стане с определенной скоростью и подается в виде сплошной ленты.
- В программу производственной линии задаются требуемые параметры профнастила (кроме ширины).
- Лента оцинкованной стали проходит между валами прокатных роликов и приобретает нужную форму.
- Происходит обрезка профилированного листа под заданный размер автоматическими гильотинными ножницами, и он направляется на приемный стол.
- Готовые профилированные листы упаковываются и отвозятся на место временного хранения.



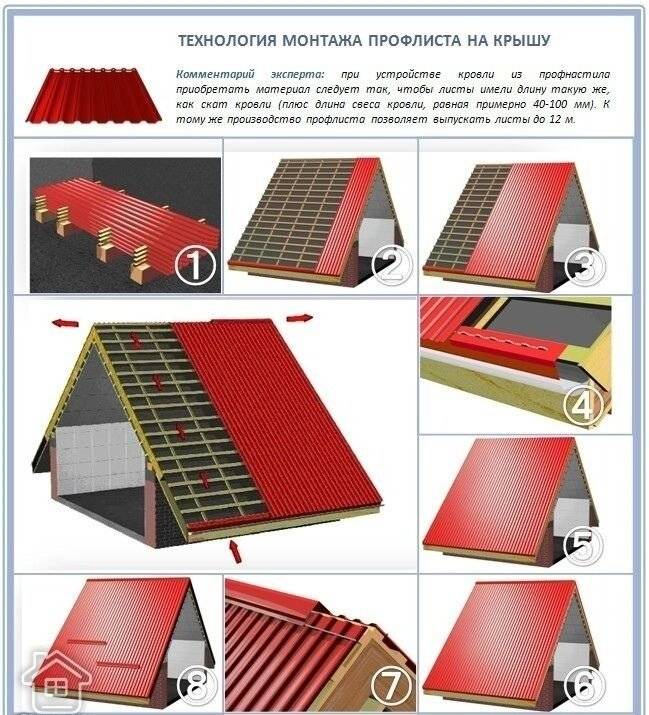
Важный момент! Хранятся и транспортируются профилированные листы в пачках, уложенных на деревянную основу в один ярус. Размещать пачки с профлистами в два яруса категорически запрещается. Кстати говоря, хранение упакованных профлистов на открытом воздухе допускается, но только в течение короткого периода времени.
Что даст наличие бизнес-плана производства профнастила
Очевидно, производство профнастила в текущих условиях довольно перспективное направление для создания бизнеса. Но как и в любой отрасли, здесь есть свои особенности. Выявить эти особенности можно будет только в ходе проведения глубокого анализа рынка и условий производства. Все выводы нужно будет подкрепить расчетами финансово-экономических показателей. Если этого не сделать, можно просто потерять инвестированные деньги.
Чтобы правильно спланировать деятельность будущего предприятия предлагаем скачать пример готового бизнес-плана по производству профнастила. Исходя из представленной там информации, вы сможете оценить свои шансы на вхождение в отрасль, составить представление о технологических процесса и узнать о возможных рисках такого начинания. На нашем сайте также можно заказать составление бизнес-плана “под ключ” в зависимости от специфики региона и рынков сбыта, что позволит избежать серьезных потерь как на этапе запуска производства, так и на этапе его расширения.
Скачайте готовый бизнес-план по цене 4 500 р. Cкачать готовый ИЛИ Закажите индивидуальный бизнес-план по цене от 35 000 р. Заказать индивидуальный бизнес-план
Таким образом, организация производства профнастила прибыльное начинание. Положительная динамика развития строительной отрасли свидетельствует о благоприятных тенденциях для создания такого бизнеса.
Как самостоятельно разрезать профнастил?
Даже работа с целыми профлистами стандартных производственных размеров чаще всего требует обрезки края. Как правильно отрезать лист, чтобы не навредить покрытию и не испортить внешний вид возведенного сооружения? Придать нужную форму краю профлиста или выкроить фрагмент определенной длины и ширины можно с помощью ножовки по металлу, болгарки с диском по металлу, электрического лобзика или ножниц по металлу. Каждый способ резки имеет свою специфику, о которой стоит помнить при работе – это гарантирует точность проведения операции и сделает работу безопасной. Особенно бережно стоит отнестись к нарезке профилированных листов с полимерным покрытием, так как они требуют особой осторожности. Рассмотрим четыре способа работы по нарезке профнастила – какие показания они имеют, в чем заключаются основные трудности, достоинства и недостатки.
Ножовка по металлу
Лучше всего подходит для профнастила с гофрой 25 мм и менее. Ножовкой можно вырезать фигуры геометрической формы из листа – такой инструмент не деформирует полимерное покрытие, потому что материал не обгорает, как в случае с другими приборами. Ножовку удобнее применять для резки небольших участков, которые разрезают “по прямой” – полученной в результате край при аккуратной работе может выглядеть так же, как заводской.
Болгарка с диском по металлу
Главное правило, которое стоит соблюдать при резке профнастила болгаркой – использовать специальный диск для работы по металлу. При его отсутствии можно воспользоваться диском с алмазным напылением. Эти круги для болгарки имеют специальные твердосплавные зубья, с помощью которых профессионал может добиться максимально ровной резки. При аккуратном обращении листы профнастила можно разрезать сразу по несколько штук.
Ножницы по металлу
Ножницы по металлу стоит применять для нарезки тонких полос материала. Там, где другие инструменты не смогут порезать листы по заданным параметрам, именно ножницами будет удобно работать вручную. Срезы могут получиться кривоватыми, но если кромка не будет видна, это не столь важно. Ножницами возможно резать материал даже поперек гофры.






Электрический лобзик
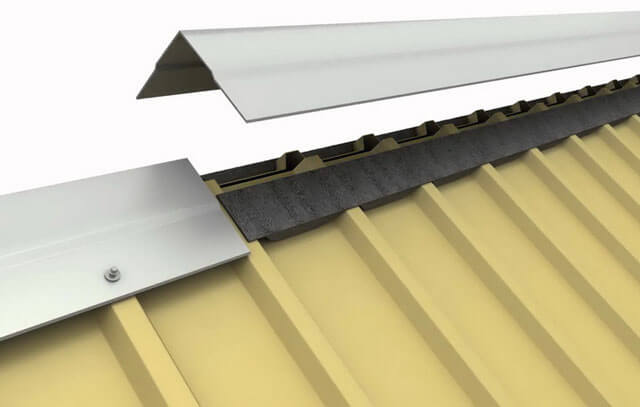
Для создания краев сложной конфигурации приспособления лучше лобзика не найти. Он идеально подходит для резки материала с высотой гофры не более 20 мм. Длина пилочки лобзика при этом должна быть не более 75 мм. Стоит использовать пилу по металлу. Важно следить, чтобы лобзик не рвал полотно профлиста при резке. Грамотно установленный профнастил хорошего качества может прослужить своему владельцу около 25 лет, главное – соблюдать несложные правила эксплуатации: мыть профлисты без использования сильнодействующих химических средств и не допускать царапин и сколов покрытия, которые в будущем могут подвергнуться коррозии.
Получи свою скидку на профнастил
Предыдущая Следующая Выбор материалов для кровли крыши в условиях кризиса
Если во время кризиса стоите перед выбором какой материал выбрать для кровли крыши, обратите внимание на гибкую черепицу, металлочерепицу или ондулин. Преимущества и характеристики. Описание качеств каждого варианта.
Профнастил для забора с рисунком
Профлисты красят в разные тона и оттенки, даже изготавливают с различным изображением и нанесением текстур. Самые востребованные – это с рисунком под дерево, кирпич или камень. Такие заборы смотрятся эффектно.
Все статьи
Сравнение цен, преимущества и недостатки автоматического, полуавтоматического и ручного оборудования для производства профнастила
Чтобы металлическая заготовка приобрела определенную профильную форму, применяется станок для производства профнастила, основные функции которого – прокат и резка.
Оборудование для производства профнастила в зависимости от уровня механизации бывает:
- автоматизированное;
- полуавтоматическое;
- ручное.
Все три вида разнятся по стоимости, производительности и цене. Чтобы подобрать оптимальный вариант для будущего производства, рассмотрим все три варианта.
Автоматизированное оборудование для производства профнастила
В типовую линию входят 5 основных станков:
- Программный блок управления – пульт, с помощью которого осуществляется включение/выключение линии и задаются производственные программы.
- Разматыватель – вал, на который надевается рулон тонколистовой стали и удерживается для закрепления к месту профилирования.
- Формировочный (прокатный) станок – основной элемент производственной линии, на котором происходит изгиб металлической линии в профлист с гофрой, запрограммированной высоты.
- Ножницы гильотины – обрезной пресс, с помощью которого готовый профиль режется на листы заданных параметров.
- Приемный стол – ровная поверхность, соответствующая габаритам выпускаемой на данном этапе продукции, чтобы избежать прогибов и преломлений. Место, где штабелируются готовые листы и упаковывается продукции для отправки на склад.
Преимущества: высокая производительность (около 1000 м2/смену), абсолютная геометрия листов и гофры в соответствии с требованиями ГОСТ, легкость в эксплуатации, возможность программирования, позволяющая выпускать листы любых параметров по спецзаказам, для обслуживания линии достаточно одного человека – все процессы автоматизированы.
Недостатки: высокая стоимость оборудования и ремонта, определенные требования к производственному помещению.
Изготовители, предлагающие оборудование для производства профнастила: Китай, Россия, Германия.
Ручное оборудование для производства профнастила
Ручные станки используются на небольших производствах (выпускается около 400 листов за смену). Все операции выполняются вручную и требуют применения физической силы.

Вся производственная линии состоит из одного стана, который представляет собой симметричные пары валов, установленные на станине.
Путем механического нажатия валы опускаются и формируют на заготовке гофру, прокатывая лист.
Ручной стан для производства профнастила позволяет использовать только готовые оцинкованные листы. Подходит для штучного производства крыш: сначала гнут сборные элементы (коньки, фартуки), затем – затем листы, после все собирается с помощью крепежей.
Преимущества: экономия энергии, мобильность, неприхотливость в установке, быстрая окупаемость, возможность менять форму гофры, при неизменной высоте.
Недостатки: малая производительность, большое количество брака и некондиции (перекаты, двойное нанесение гофры) на каждый станок нужно минимум два оператора, окрашенный металл на ручном стане профилировать не рекомендуют, максимальная длина листа – 2 м, высота волны – до 15 мм, толщина стали – 1 мм.
Полуавтоматическое оборудование
«Золотая середина», которую предлагают преимущественно отечественные изготовители для удешевления производства больших объемов за счет использования ручного труда.
Комплектация:
- размоточный стан;
- гильотина;
- нарезной стол;
- прокатный стан.
Преимущества: длина листа до 10 м, более низкая стоимость, чем у автоматической линии, включая ремонт и обслуживание.
Недостатки: для беспрерывного функционирования одной линии потребуется 3-4 специально обученных рабочих, ручная резка предполагает определенное количество некондиции и другие особенности «человеческого» фактора.
Производственный процесс
Профлист – производство, которое начинается с составления наброска системы и проведения математических расчетов. Дальше совершается подбор цвета покрытия и толщины настила.
Только потом конкретно создается производственный процесс с использованием профилегибочных станков для получения кровельных, настенных, напольных профилированных листов.
Производственная технология профлиста включает такие моменты:
- в разматывающее устройство прокатного станка ставится рулонная сталь;
- через прокатный стан ленточный металл доходит до ножниц, где совершается контрольный отрез;
- с пульта управления задаются показатели длины листов и их количества;
- в режиме автомат станок выполняет прокатку листов;
- рез листов по мерке тоже совершается в режиме автомат, и готовенький профлист доходит до приемного штабелера;
- готовые листочки подлежат маркировке и упаковке в пленку из полиэтилена.
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.




Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Следует тщательно подойти к выбору помещения
Помимо всех требований, предъявляемых непосредственно к оборудованию, надо учитывать и нюансы, связанные с выбором помещения, в котором будет происходить производство строительного материала. Необходимо, чтобы пол был ровным. К нему будет крепиться разматыватель посредством использования анкерных болтов.

Температура в помещении не должна превышать четырех градусов тепла. Если данный параметр не будет соблюден, то в лакокрасочном покрытии начнут появляться трещины. Соответственно, и качество листа будет плохим.
Также необходимо учитывать, что в помещении должно быть установлено специальное устройство для подъема груза. Надо выделить площадь, на которой будет находиться сырье для будущего строительного материала. Соответственно, должно быть выделено и место, где будет храниться уже готовая продукция.
Финальные стадии производства
Станок для производства профлиста имеет основной элемент — прокатный стан. Под ним подразумевается рама, обладающая рабочими клетями. Они последовательно изгибают заготовку, формируя из нее профилированный настил. По своим характеристикам прокатный стан может различаться.

Поэтому к выбору оборудования потребуется подойти основательно. Стоит понимать, что такие элементы, как схема прокатки, число рабочих клетей и многие другие, являются достаточно важными. После того как процесс изготовления профлиста будет закончен, необходима резка продукта.
Для этого в самом конце прокатного стана имеются ножницы. По своей форме подобное устройство напоминает форму профилированного листа. В связи с этим удается выполнить разрез без образования заусенцев. Если для прокатного листа будет характерно наличие 19 рабочих клетей, и он будет использоваться для обработки толстого листа, необходимо использование просечных ножниц.
Покупка станка для изготовления профилей по оптимальным ценам
Металлические изделия— качественный материал, популярность которого постепенно набирает обороты. Следует отметить, что станки для производства профнастила остаются доступными для покупки, что позволяет начать успешный бизнес в нашей стране.
Приобрести оборудование с разнообразием функций и установкой является верным решением для бизнесменов-новичков, готовых вложить деньги в дело, а затем получать постоянную прибыль. Но каким образом среди конкурентов сделать свой бизнес максимально доходным?
«Финпрофиль» предлагает исключительно проверенное оборудование, а также взаимовыгодное постоянное сотрудничество. Плюсы компании неоспоримы:
Занимаемся производством высококачественной продукции, которая соответствует мировым стандартам.
Стоимость станка для изготовления профилей полностью окупает его.
При заказе оборудования наши клиенты получают консультации и инструктажи по работе с машинами.
Проекты станков разрабатываются на основе европейских технологий.
Клиенты получают продукцию без задержек, согласно договору.
Фирма берет на себя оформление соответствующих бумаг, которое также проводится в оговоренные сроки.
Перед продажей станки проходят тщательную проверку, т.е оборудование без брака.
Доставку и установку на себя берет наша компания.
Поддержка оборудования по условиям гарантий.
Линии с автоматикой и полуавтоматикой
Производство профнастила возможно в двух вариантах – автоматическом и полуавтоматическом.
Конечно же, более производительными и эффективными являются полностью автоматизированные варианты. Управление процессом производства в таких цехах полностью автоматизировано, что обеспечивается за счет специального устройства – контроллера. Специальная программа позволяет выбрать оптимальный режим работы на линиях – скорость, параметры матрицы по размерам листа, длина профлистов и другие показатели.
Такая система предполагает работу в ручном режиме (во время наладки или заправки листов-заготовок в стан) и автоматическом.
Сигналы о возможных неполадках, поломках и авариях на линии сразу же выводятся на пульт управления, что позволяет своевременно приостановить работу всех агрегатов и устранить неполадки.




Для управления полностью автоматизированной линией производства понадобится оператор — квалифицированный работник со специальной подготовкой, рабочий для доставки рулонов-заготовок и последующей упаковки изделий. Также нужны и рабочие-ремонтники для настройки оборудования и устранения возникающих неполадок.
Полуавтоматическое производство профнастила работает практически так же, как и линия с полной автоматизацией. Но в данном случае резка листов производится ручным способом. Чтобы был обеспечен непрерывный процесс производства необходимо, чтобы было задействовано несколько работников (3-4 человека) с определенными навыками. Стоит отметить, что ручная резка предполагает не очень высокое качество выполненной работы, наличие зазубрин, брака. Хотя, по стоимости содержания и обслуживания на полуавтоматическую линию затраты будут меньше, чем на полностью автоматическую.
Источник
Самодельный листогиб из швеллера и уголка
Рассмотрим еще один способ, как сделать для домашней мастерской листогиб своими руками простой конструкции.

В данном случае за основу также используется строительный уголок, но основанием служит подходящего размера кусок швеллера.

Вначале надо изготовить прижим для листового металла, который будет крепиться с помощью болтов и барашковых гаек в верхней части конструкции гибочного приспособления.
Отрезаем два куска уголка одинакового размера. Вырезаем в них часть полки под углом 45 градусов, и сверлим отверстия.

Отрезаем еще одну заготовку из строительного уголка, привариваем к ней две изготовленных детали. Прижим готов.

Далее приступаем к изготовлению обжимного пуансона. Для этого отрезаем кусок уголка, делаем вырезы по краям, и дополнительно прорезаем пазы для петель. Из профильной трубы свариваем квадратную рамку, которая будет выступать в качестве ручки.

Привариваем ручку-рычаг к обжимному пуансону. Потом зачищаем сварные швы зачистным или лепестковым кругом.

Отрезаем кусок швеллера, который будет выступать в качестве основания листогиба. По краям вырезаем пазы под петли.

Привариваем петли к пуансону и основанию, после чего соединяем обе части конструкции вместе.

В швеллере нужно просверлить два отверстия. Вставляем в них длинные болты, и обвариваем. На болты надеваем пружины.

После этого устанавливаем прижимную часть конструкции, и фиксируем ее при помощи барашковых гаек. При желании самоделку можно покрасить.

Cоветуем: Простой инструмент для быстрой разметки заготовок

Подробную инструкцию, как сделать листогиб своими руками из уголка и швеллера с пошаговыми этапами работ, вы можете посмотреть в видеоролике на нашем сайте.
Работать с этим приспособлением очень просто — основание зажимаем в слесарных тисках. Можно приварить к швеллеру уголки, чтобы фиксировать листогиб к поверхности стола с помощью болтов.
Далее вставляем между прижимной частью и основанием лист жести, фиксируем прижим. С помощью обжимного пуансона делаем загиб заготовки.













