
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
Содержание
- 1 Виды листогибов
- 2 Перед тем, как начнем
- 3 СХЕМА ЛИНИИ:
- 4 Описание
- 5 Про инструмент
- 6 Листогиб ручной ЛГМ-35
- 7 Подготовка опор и стола для подачи заготовок
- 8 Устройство, порядок изготовления, ресурсы
- 9 Автоматические и ручные станки по изготовлению профлистов
- 10 Изготовление прокатной конструкции своими руками
- 11 Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
- 12 Какие бывают станки для профнастила?
- 13 О производстве профнастила: технология, оборудование для изготовления
- 14 Техника безопасности
- 15 Что входит в состав профессиональной промышленной группы?
- 16 Станок для производства профнастила и прокатки профлиста
- 17 Преимущества самодельного листогиба
- 18 Виды листогибов
- 19 Виды листогибов
Виды листогибов
Есть три вида листогибочных станков:
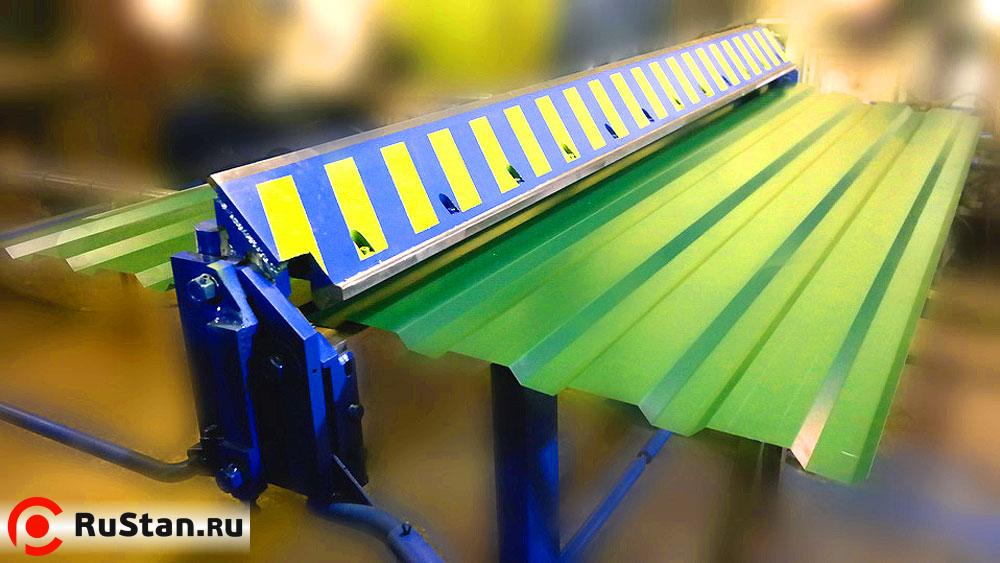
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
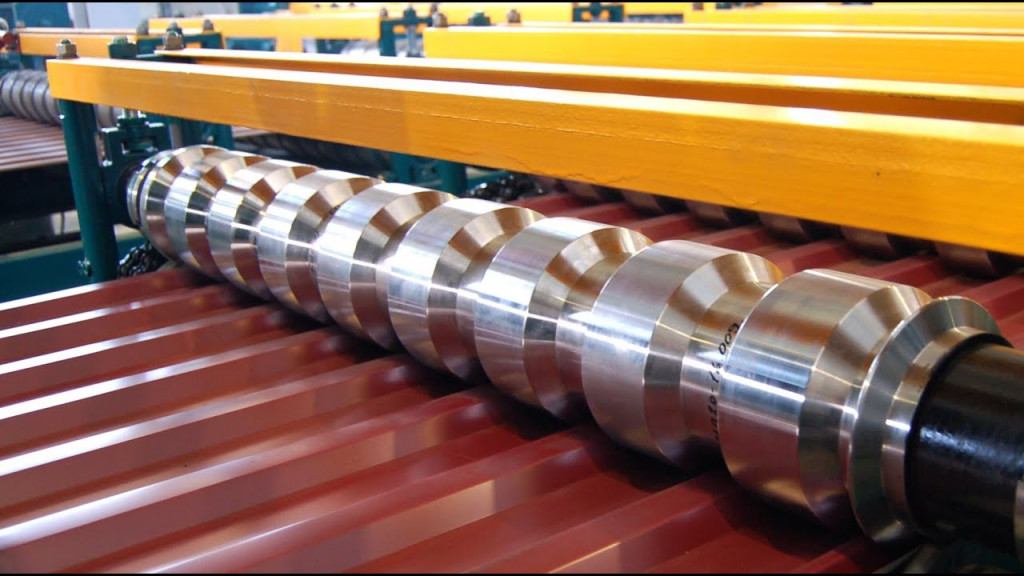
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа



Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Перед тем, как начнем
Заранее продумайте, кому и по какой цене вы будете продавать профнастил. Для этого необходимо изучить спрос в своем регионе:
- Особенности климата.
- Объемы и перспективы частного строительства.
- Планы по застройке крупными компаниями.
Заключите устные предварительные соглашения с крупными оптовыми базами и магазинами строительных материалов. Процесс анализа потребительского рынка позволит выяснить, какие виды профнастила следует изготовлять в первую очередь и по какому принципу формировать цены. Также, вы сможете заложить более реальные цифры по запланированным объемам сбыта в бизнес-план.
Узнайте, где находятся ближайшие конкуренты. Если в радиусе 200-300 км нет крупного производства, и профнастил доставляется издалека, у вашего предприятия высокие шансы быстро завоевать местный рынок и сократить период выхода на окупаемость.

Наличие в регионе металлургических предприятий, у которых вы сможете приобретать сырье, также очень важный момент. Расчет стоимости непосредственно сырья и его доставки на ваше предприятие оказывает серьезно влияние на себестоимость продукции.
Поиск оборудования следует также начать заранее. Мощность и стоимость производственной линии – важнейший фактор при выборе помещения и формировании коллектива предприятия, планировании первоначальных расходов и определении сроков окупаемости.
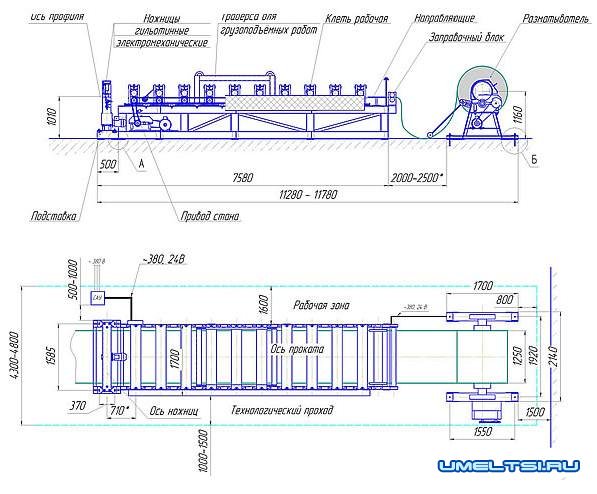
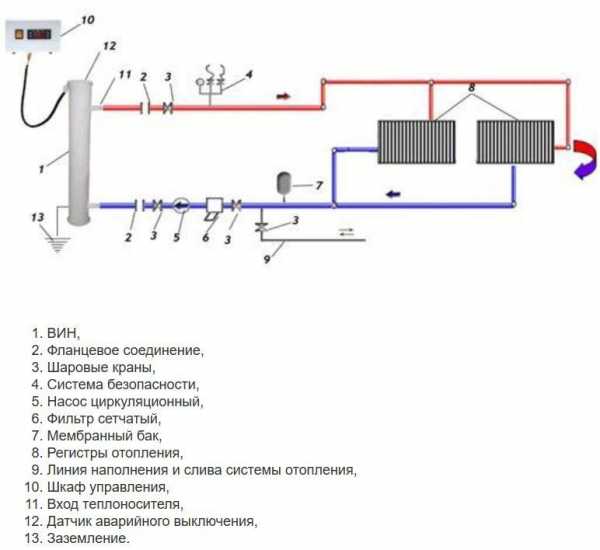
СХЕМА ЛИНИИ:
- РАЗМОТЧИК 8 тонн (механический)
- АВТ. РОЛИКОВЫЙ НОЖ (до входа в профилирование, работа без отходов)
- ПРОФИЛИРУЮЩИЕ ВАЛЫ (цельные)
- СТАНИНА (фрезерованная)
- ПУЛЬТ УПРАВЛЕНИЯ (PLC дисплей с ЖК экраном)
- ГИЛЬОТИНА ФИГУРНАЯ
- ШКАФ ЭЛЕКТРИЧЕСКИЙ
- АВТОМАТИЧЕСКИЙ ПРИЕМНЫЙ СТОЛ 6 м
- скорость проката 35 м/минуту
- мощность кВт
- в стоимость включено: шеф-монтаж обучение персонала и гарантия
Чертежи
| Профилированный лист С8х1150-А, В | Профилированный лист С10х1143,5 | Профилированный лист С18(МП20)х1100-А, В | Профилированный лист С18(МП20)х1100-R |
| Профилированный лист С21х1000-А, В | Профилированный лист С44х999-А, В | Профилированный лист Н-60х845-А, В | Профилированный лист Н-75х750-А, В |
Широкая сфера применения этого материала позволяет использовать оборудование для профнастила владельцами малого и среднего бизнеса практически во всех регионах нашей страны. Предлагаемое оборудование для производства профлиста отличается широкими функциональными возможностями, небольшими габаритными размерами и высокой производительностью и полной автоматизацией.
Каждый станок для производства профнастила выполнен в полном соответствии с европейскими стандартами качества, которые гарантируют отсутствие вредных стоков и выбросов, а также повышенную надежность и безопасность в эксплуатации. Именно поэтому линия по производству профнастила пользуется постоянным спросом со стороны практичных и дальновидных покупателей, желающих в кратчайшие сроки наладить собственное производство качественных кровельных материалов, пользующихся большой популярностью на отечественном рынке строительных материалов.
Линия имеет вариант одноуровневого и двухуровневого исполнения. По желанию заказчика мы можем производить оборудование для профилирования в диапазоне С8 до НС75.
Описание
Листогибочный пресс — станок, представляющий собой машину, развивающую усилие, применяемое для производственных целей, в основном, для гибки изделий из листового металла.
Характеризуется основными параметрами, такими как развиваемое усилие, рабочая длина; так и дополнительными параметрами: амплитуда хода траверсы, скорость работы (процесса гибки), расстояние между стойками станины, наличием устройства компенсации прогиба стола, наличием дополнительных приспособлений, улучшающих производительность и удобство в работе, таких как поддержка заготовки, датчик полученного угла гиба, система программирования и пр.




В промышленности получили распространение механические, пневматические и гидравлические и «ручные» (при штучном и мелкосерийном производстве) листогибочные прессы. Название происходит от принципа развития усилия на том или ином станке. В основе механического листогибочного пресса лежит кривошипно-шатунный механизм, работа которого вкупе с энергией маховика позволяет осуществлять привод траверсы. Пневматический и гидравлические прессы используют в качестве источника энергии — давление воздуха или давление гидравлического масла соответственно.
Про инструмент
Сделать одинарный фалец можно и при помощи молотка и киянки. Однако если предстоят масштабные работы, лучше запастись специальным инструментом – работа пойдёт быстрее и результат будет качественнее.
Для создания фальца обычно используют специальные фальцеобразующие станки. Листогибные станки применяют для изготовления картин стандартного размера для покрытия основной площади кровли. Также листогибы применяются для изготовления фасонных изделий: ендов, коньковых элементов, отливов и прочего.

При монтаже кровли или иных гнутых изделий из листового металла, помимо стандартных изделий, возникает необходимость в изготовлении нестандартных элементов. Для их профессионального изготовления используют дополнительные ручные листогибы.
Одни из самых распространённых моделей ручных бендеров (листогибов) выпускаются австрийской фирмой WUKO Maschinenbau GmbH.
Ручной роликовый листогиб WUKO Bender предназначен для создания элементов кровли или системы водостоков или воздуховодов «по месту». Применение ручного листогиба позволяет добраться до труднодоступных мест, а также производить гибку по криволинейной траектории с различными радиусами, что в принципе не возможно сделать на листогибочном станке.

Листогиб ручной ЛГМ-35
| Технические характеристики ручного электромагнитного листогиба ЛГМ-35 |
| — ЛГМ-35 выгодно отличается от других видов листогибов своими компактными габаритами. — Станок мобилен и легко перевозится на значительные расстояния — ЛГМ-35 осуществляет гибку на 360 градусов — Листогиб работает с металлическими листами, толщиной от 0,4 до 1 миллиметра — Допустимая длина заготовки находится в диапазоне от 1,25 метра до 2,5 метра — Станок ЛГМ-35 не ограничен по глубине подаче заготовки — Производительности труда до 60 погонных метров в час — Опционально по желанию заказчика станок оснащается резаком. — Измеритель угла гиба (угломер) — Ограничитель подачи исходной заготовки — Листогиб оснащён удобной регулировкой, что позволяет оперативно менять угол гиба |
Главное «поле деятельности» для ЛГМ-35 — изготовление более сложных профилей, чем на гибочном станке ЛГС-26. При скромных габаритах и доступной цене, гибочный станок может придать листу заданный профиль почти любой формы. При этом ЛГМ-35 работает как с обычным металлическим оцинкованным листом, так и окрашенным.
Разберемся с тем, что дает своему владельцу листогиб ручной ЛГМ-35 .
Во-первых, очень качественные и точные изделия. Из-за особенностей конструкции, электромагнитный листогиб ЛГМ-35 позволяет гнуть лист четко на определенный градус и без серповидности за счёт плотного контакта листа с гибочной балкой и равномерного распределения усилия по всей длине гиба.
Во-вторых, экономию средств. Ведь за счёт отсутствия сложных механических и сложных электронных компонентов электромагнитный листогиб ЛГМ-35 не только прост и интуитивно понятен в управлении, но и надёжен. Это значит, что при правильной эксплуатации и своевременном обслуживании он проработает куда дольше, чем механизированные аналоги с гидравлическими система и элементами электронного управления.
В-третьих, фантастический широкий ассортимент изделий, включая нестандартные. Это достигается за счет неограниченной системы подачи и возможности гиба на 360 градусов.
В-четвертых, возможность расширить бизнес, если владелец листогиба ручного ЛГМ-35 занят в строительстве. Ведь благодаря своей гибкости, надежности и производительности, этот станок отлично зарекомендовал себя на рынке наружной рекламы. С его помощью можно запросто делать, например, буквы, вывески, знаки. Кроме этого, гибочный станок подходит для производства воздуховодов.
Электромагнитный листогиб ЛГМ-35 придет на помощь в любой ситуации, в которой строения с применением обычного листового металла или профнастила оказываются незавершенными. При помощи листогиба можно создать почти любой профиль из металла, необходимый для завершения общей конструкции дома или бани, хозяйственного блока, цеха или любого строения.
| Виды профилей производимых на ручном листогибе ЛГМ 35 |
| Отлив, стенд, полка, вывеска, буква, знаки, прицеп, цилиндр, подставка, паз, любой угол, замкнутые детали, обкладка, короб, волнообразный профиль, сегмент, гибка в разные стороны, П-профиль, а так же, любые стандартные и нестандартные металлические профили, открытые, закрытые и цилиндрические. |
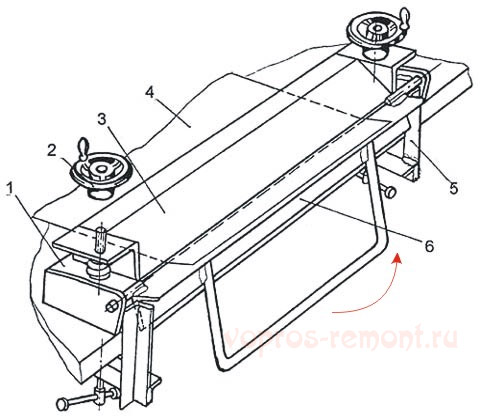
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.




На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Устройство, порядок изготовления, ресурсы
В отличие от более сложных видов и конструкций станка, для первой разновидности потребуются широко распространенные инструменты, которые наверняка найдутся в вашей мастерской или гараже.
Станок для гибки листового металла при изготовлении его своими руками не требуется слишком часто, и, возможно, пригодится только лишь в определенный момент в вашей жизни и никогда больше, поэтому разумно будет изготавливать его из каких-нибудь обрезков или остатков производства, которые, хотя и не жалко, но они прослужат достаточно долго.
Однако, логично что, если вы будете использовать устройство намного чаще, простые обрезки не подойдут и придется обратиться в магазин за более качественными материалами. Там же, конечно, без труда можно купить и сам листогибочный станок с чертежами, который не придется делать своими руками.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:


- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.


Чертежи устройства


Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.


Чертёж профилегиба Чертёж профилегиба Чертёж профилегиба




Инструкция по сборке


- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.


После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.

После окрашивания станок приобретает законченный вид
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
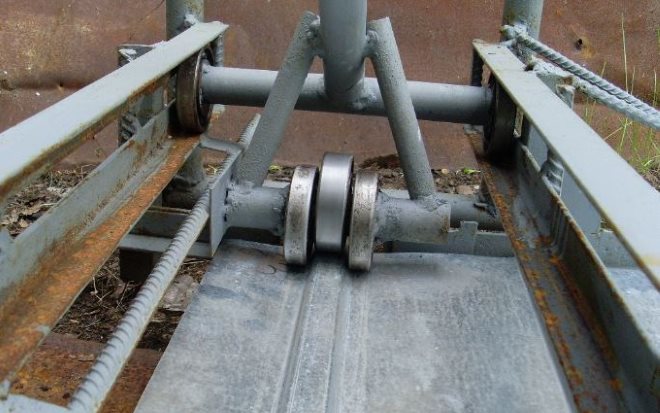
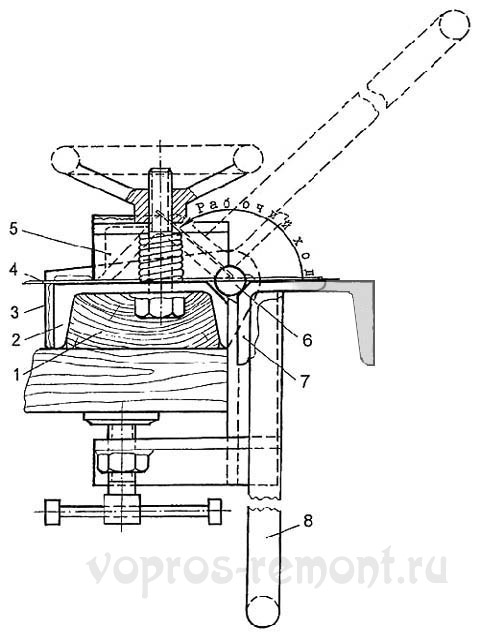
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
«Лишние» шайбы показаны стрелочками.

А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.

Pin008Участник FORUMHOUSE
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.

Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком

И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Какие бывают станки для профнастила?
Профнастил сегодня можно встретить повсюду. Его используют для изготовления перекрытий, возведения заборов и сооружения небольших построек хозяйственного назначения. Такая популярность обусловлена высоким уровнем качества, надежности и долговечности материала.
А где есть спрос, там всегда будет и предложение. На рынке строительных материалов предлагается огромный ассортимент профнастила и каждый желающий, обладающий необходимым оборудованием, может заняться его изготовлением.
Какое оборудование для производства существует и как выбрать наиболее подходящий и практичный вариант?
Механические листогибы
Такой станок для профнастила приводится в действие исключительно под воздействием физической силы человека. Именно поэтому он и называется ручным. Ручной станок для профнастила – это самый недорогой вариант необходимого оборудования.
Для этого есть конструктивные объяснения: он работает самостоятельно, не используя никакого дополнительного источника питания; а кроме того, он имеет достаточно низкий уровень производительности.
Работа «вручную» будет иметь высокий уровень качества, но организовать большой объем материала на выходе не удастся.
Ручной станок для производства профнастила использует в своей работе принцип холодной штамповки. Какие листы можно обрабатывать на таком станке:
- Выбранное количество листов должно быть заранее обработано соответствующим защитным покрытием;
- Толщина металла составляет не более одного миллиметра;
- Размеры листа тоже имеют свои ограничения, так как ручной станок для производства профнастила может обработать лист, длиной не более двух метров;
- Угол изгиба равняется 150.
Ручной станок для производства профнастила имеет компактные размеры и не занимает много места, а принцип его работы довольно прост: необходимо расположить лист на станке, зафиксировать планкой и, нажимая на рычаг, гнуть необходимый профиль.
Ручная линия для изготовления профнастила может быть очень удобной, если вы планируете производить строительный материал в небольших количествах. К примеру, для личного пользования и обслуживания небольшого количества заказчиков. Скорость изготовления профнастила напрямую зависит от вашей физической силы и того, сколько именно времени вы можете заниматься физическим трудом.
Механизированные станки для производства профнастила
Механизированное оборудование для изготовления материала обладает значительной большей производительностью, чем ручной станок для производства профнастила. Здесь существуют разнообразные возможности для изготовления необходимой продукции ввиду наличия различных конструкций пресса.
Несмотря на ассортимент, область применения данного оборудования остается неизменной. Преимущество механизированных станков заключается в следующих нюансах:
- Значительно больший объем обработанного строительного материала при минимальных затратах физического труда;
- Наличие электромагнитного прижима листов-заготовок, что дает возможность гнуть лист по всей длине с автоматическим определением угла в 3600;
- Механизированные станки для производства профнастила имеют возможность самостоятельно просчитывать длину и толщину листа-заготовки и определять необходимый уровень изгиба;
- Механизированные линии для производства данного строительного материала позволяют обрабатывать стальные, медные и алюминиевые профили, что очень удобно и практично, если вы приобретаете оборудование для производства профнастила в больших объемах на продажу.
Механизированное оборудование для производства профнастила имеет массу преимуществ. Современные станки создаются по последним технологиям, и даже предоставляют возможность увидеть, как именно будет выглядеть тот или иной вариант продукции, до ее выхода из производства. Но стоимость такого оборудования довольно высока.
Технология изготовления
Станки для производства профиля, независимо от принципа их работы – ручного или механизированного, – работают на методе холодного проката. Такая система изготовления строительного материала является достаточно эффективной и имеет свои преимущества:
- Соблюдается точная геометрия каждого обрабатываемого листа;
- Во время изготовления профиля на станке, соблюдается равномерное напряжение металла по длине и ширине листа, что является залогом того, что линии на листе профнастила не деформируются и не трескаются;
- Залог отсутствия перекатов.
Производить профнастил, а затем сбывать его – это достаточно прибыльное дело. Именно поэтому оборудование для производства пользуется такой популярностью. Но чтобы линии для производства профнастила работали качественно и без перебоев, оборудование должно находиться в отдельном помещении, которое должно соответствовать определенным требованиям:
- Минимальная температура — +40С, иначе материал будет трескаться;
- Наличие стеллажей под рулоны заготовок и готовой продукции;
- Наличие подъемника для загрузки рулона заготовки на разматыватель станка.
О производстве профнастила: технология, оборудование для изготовления
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.

На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.



Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Что входит в состав профессиональной промышленной группы?
Для выпуска профнастила в состав производственной линии входит множество механизмов, которые облегчают процесс переработки.
Разматыватель
Разматыватель может быть двухопорным или консольным. Он предназначен для установки рулонов из листовой стали и их подачи в прокатный стан. На современных производствах скорость работы оборудования настраивается автоматически. Это позволяет синхронизировать всех механизмы, входящие в состав одной производственной линии.
Многие современные разматыватели дополнительно оснащаются ножом. Он позволяет отрезать ленту при необходимости замены рулона в процессе работы.
Многоклетевой прокатный стан
Прокатный стан непосредственно предназначен для изготовления профнастила. Он состоит из нескольких элементов:
- устойчивая рама или основа;
- прокатные ролики;
- двигатель электрический;
- пневмо- или маслостанция.

Форма роликов, находящихся на прокатном стане, соответствует геометрическим параметрам металлопрофиля. При помощи приводного механизма они приводятся в движение и обжимают стальной лист. В результате получают продукт с требуемыми характеристиками.
Формирование профиля может происходить одновременно или с применением последовательной схемы. В первом случае гофры листа получают с начальной клетки прокатного стана. Это обеспечивает равномерное профилирование продукции.
Другие механизмы
Производство профилированного листа невозможно и без других механизмов:
- гильотинные ножницы. Предназначены для отрезки необходимого куска готового материала;
- приемное устройство. Предназначено для временного сохранения изготовленной продукции;
- система автоматизированного управления. Предназначена для оптимизации производственного процесса.
При наличии всех представленных элементов промышленная линия по выпуску профлиста работает с высокой производительностью, но без потери необходимых качественных характеристик.
Станок для производства профнастила и прокатки профлиста
В современном строительстве применяются самые различные материалы, одним из наиболее востребованных считается профнастил.
Простота в монтаже, надежность и невысокая цена, вот почему профильный лист пользуется спросом как у промышленных предприятий, так и среди частных строителей.
Чтобы организовать бизнес и установить станок для производства профнастила, не требуется больших затрат.
Можно устроить производство данного материала
Характеристика материала
Профнастил — это производимый из стали листовой материал, для изготовления которого применяется тонкая оцинкованная сталь или стальной прокат с другим покрытием.
Жесткость и несущую способность (возможность выдерживать динамические и статические нагрузки) изделию при небольшой толщине придает профильная форма.
Стальной профлист бывает несущий и стеновой.
Профильный лист применяется для:
- облицовки стен;
- кровли крыш;
- возведения ограждений;
- изготовления ворот;
- производства ларьков.
В этом видео вы подробнее узнаете о станке для производства профнастила:
Виды станков для производства профлиста
Невысокая цена изделий достигается простотой производства. Технология заключается в протяжке стального проката (скрученного в рулон или листового) для придания формы через специальные вальцы, конфигурация которых определяет форму профиля.
Производят профлист как на автоматизированных линиях, так и на ручных механических станках. Оборудование необходимо устанавливать в светлом просторном помещении, чтобы обеспечить доступ к нему со всех сторон.
Условия хранения сырья и размещения производства могут влиять на качество производимой продукции, поэтому на складе и в цеху не допускается высокая влажность и понижение температуры ниже +4 градусов.
Механические станки
Ручной листогиб является самым простым станком для изготовления профлиста и имеет высокую популярность среди представителей малого бизнеса и в частных хозяйствах. Для открытия небольшой мастерской не потребуется больших капиталовложений.
Оборудование для ручного производства возможно устанавливать непосредственно на строительных площадках. Правильно настроенный механический станок для изготовления профлиста позволяет работать со стальным прокатом как в листах, так и в рулонах толщиной от 0,4 мм до 0,6 мм, шириной 2 метра.
Механический листогиб имеет ряд преимуществ:
- не требует электричества;
- компактность;
- можно менять количество волн;
- для обслуживания достаточно двух человек;
- позволяет изготавливать элементы кровли.
Такое оборудование эксплуатируется вручную и имеет невысокую производительность. Малые партии качественного профлиста всегда найдут своего потребителя.
Автоматизированные линии
В промышленном производстве профильного листа применяются автоматизированные линии полного цикла с высокой производительностью. Установка такого оборудования требует определенных условий:
- большое помещение не менее 100 м² с ровным бетонным полом и большими воротами;
- кран-балка;
- наличие электроэнергии 380 Вольт, допустимая мощность до 23 кВт;
- хорошие подъездные пути.
В состав автоматизированной линии входит комплекс оборудования необходимого для производства:
- Разматыватель рулона — предназначен для разматывания и подачи оцинкованной стали из рулона на станок, а также для контроля провисания листа и синхронизации скорости подачи материала.
- Станок для прокатки профлиста (пневматический или гидравлический) — является основным механизмом линии, принимает сырье и при помощи вальцов, из плоского листа изготавливает профильный.
- Ножницы-гильотина с ножами, повторяющими профиль — отрезают лист до нужного размера, для жесткости крепят гильотину на станину, где установлен станок для изготовления профнастила.
- Приемное устройство — оборудовано автоматическим штабелером, обеспечивает прием готовой продукции и формирует пачки.
- Система, управляющая всеми процессами — связывает в единую сеть все механизмы и контролирует их работу.
: как покрасить профнастил своими руками.
Обслуживать и осуществлять производство на автоматизированной линии при наличии определенных навыков работы могут два человека, оператор и подсобный рабочий.
Изготовление профнастила как бизнес
Инвестиции в приобретение станка для производства профнастила экономически оправданы. Строительство новых объектов, реконструкция старых, развитие инфраструктуры постоянно требуют качественных материалов. Рынок растет и развивается, спрос увеличивается.
В сфере изготовления стальных профильных листов очень высокая конкуренция и чтобы конкурировать на этом доходном рынке, необходимо не только использовать хорошее сырье и материалы, но и производить профнастил на качественном и обслуженном оборудовании. На настоящий момент, по мнению экспертов, рентабельность производства профильной стали составляет от 20 до 40%.
Преимущества самодельного листогиба
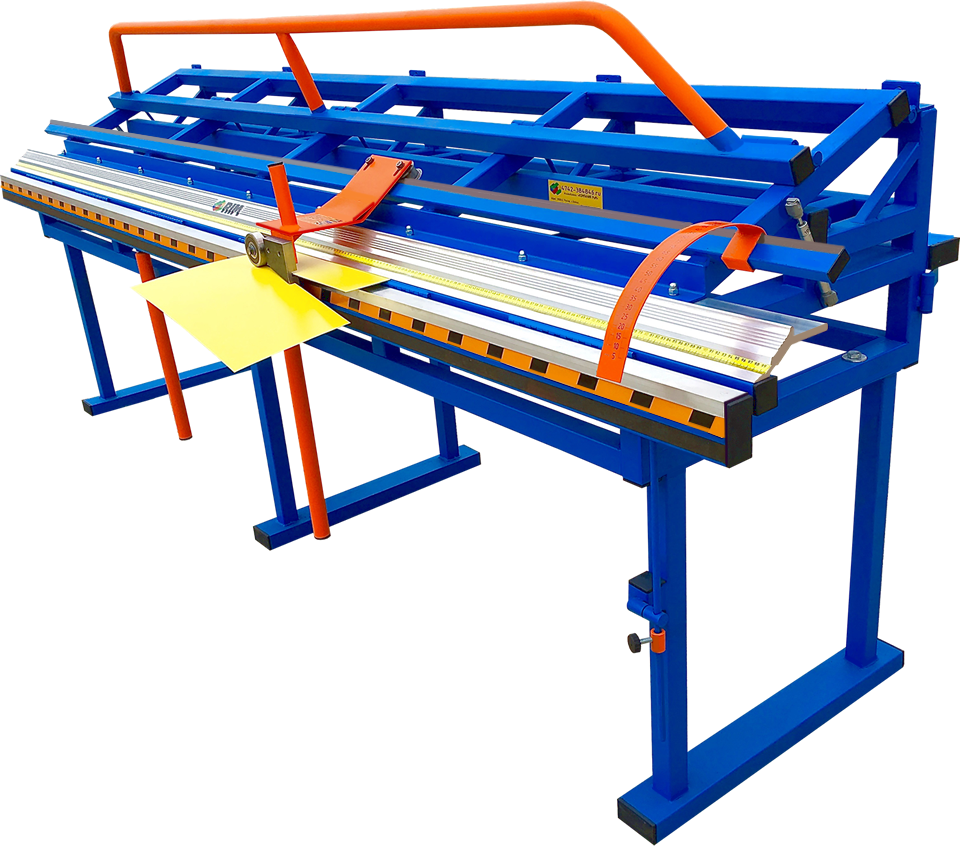
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.
Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей

Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.
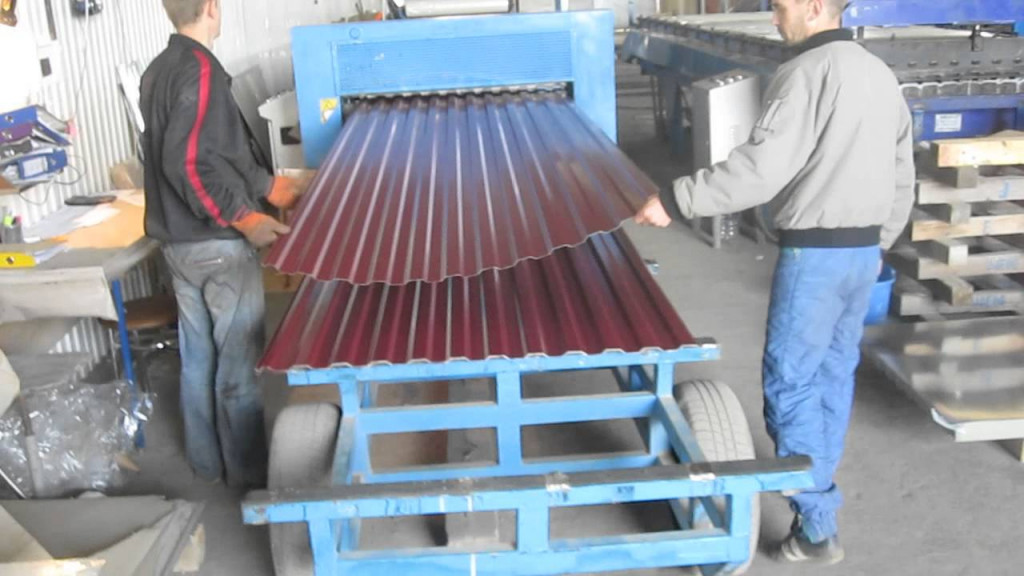
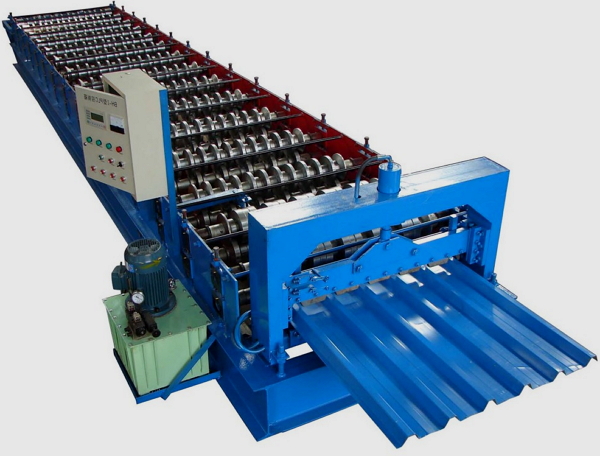
За полноценную прокатную линию китайского производства для профнастила придется отдать порядка 20 000 долларов. Разумеется, она потребляет достаточно много электроэнергии (от 12 кВт) и для ее установки необходимо помещение большой площади, что явно не вписывается в планы и бюджет большинства домашних мастеров.
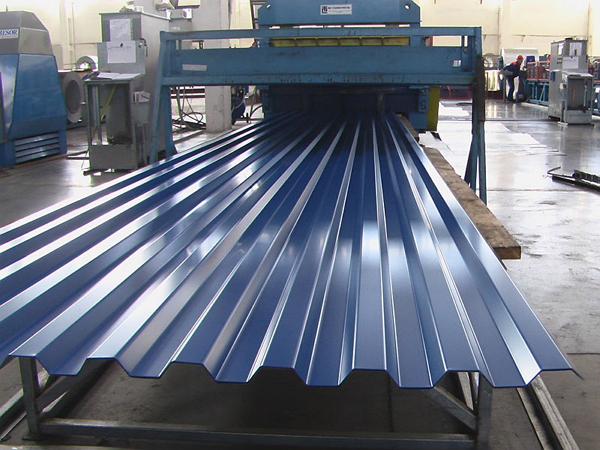
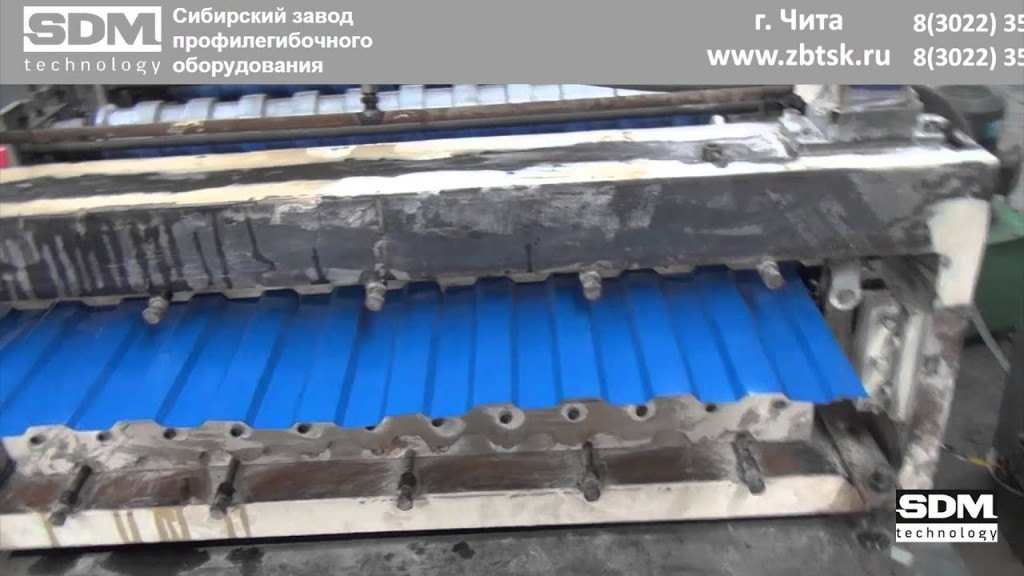
Прокатный стан для профнастила за работой

Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°. Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.



Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Виды листогибов
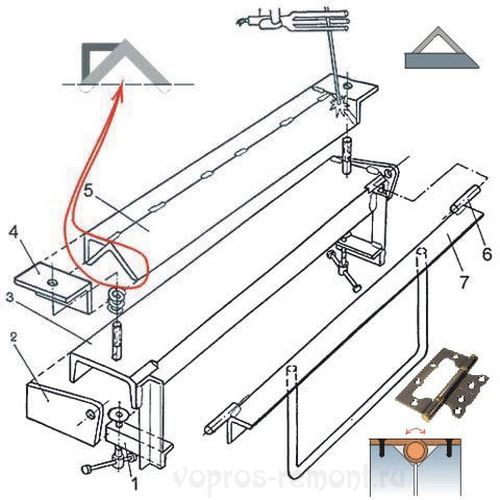
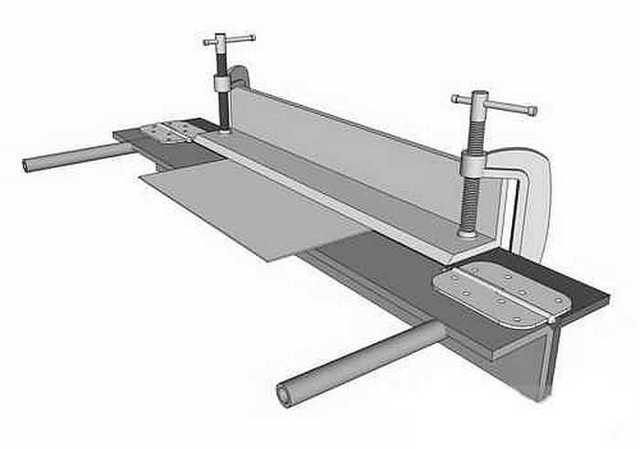
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 120 0 . Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 90 0 , но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
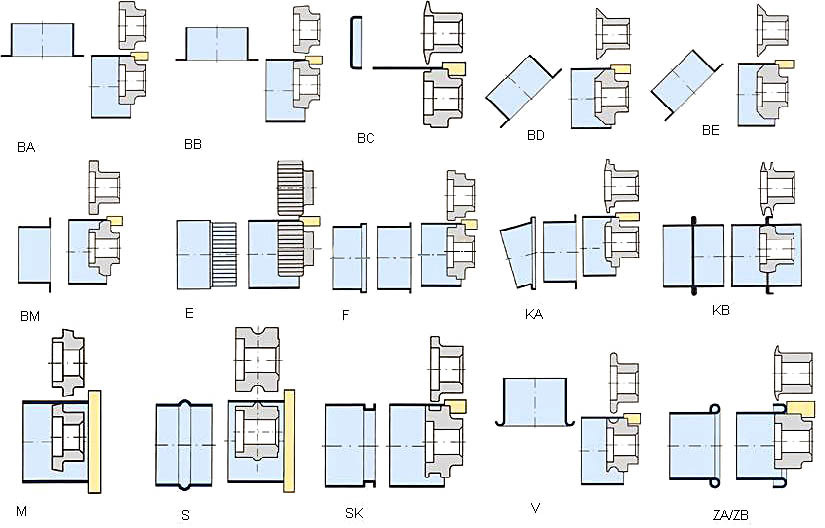
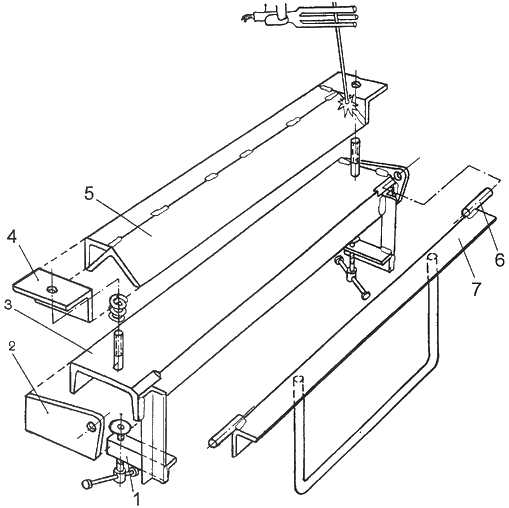
Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.













