
Содержимое
Содержание
- 1 Как сделать самодельный станок для изготовления профлиста своими руками
- 2 Ручная гильотина для резки металла — резка металлов в домашних условиях
- 3 Автоматическая линия для производства профнастила
- 4 Разновидности конструкции и принцип работы
- 5 Полный цикл производства профильных труб
- 6 Установка прокатных валов и первый запуск
- 7 Установка прокатных валов и первый запуск
- 8 Классный листогиб своими руками. Гнёт мм!
- 9 Особенности производства кровельной системы МЕТАЛЛ ПРОФИЛЬ®
- 10 Вальцы для листового металла или вальцовый листогиб
- 11 Трубопрокатный станок
- 12 Разновидности листогибочных устройств
- 13 Недостатки ручного станка для профнастила
- 14 Как подготовить опоры и стол для подачи заготовок
- 15 Забор из профлиста с кирпичными столбами
Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма. Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.










Ручная гильотина для резки металла — резка металлов в домашних условиях
Процесс изготовления металлических конструкций и изделий различного назначения неразрывно связан с необходимостью обработки металла. Иными словами, металл нужно каким-либо образом разрезать, отделять на отрезки и гнуть. Именно так создаются всевозможные изделия, конструкции, узлы и элементы.
Более того, от качества обработки металла на стадии производства напрямую зависит и само качество готовых изделий. Так что профессиональная резка металла ― это основное требование к производственному процессу. Среди оборудования наиболее востребована ручная гильотина для резки металла. Ниже можно ознакомиться с устройством, видами и другими особенностями подобной техники.
Устройство гильотины для резки металла
Гильотина, с помощью которой можно проводить обработку металла ― это единственный в своем роде вид оборудования, который может использоваться не только на крупных предприятиях и заводах, но и в условных домашних условиях. Гильотина или же, как ее еще называют, гильотинные ножницы, представляет из себя станок, состоящий из трех основных элементов – стола, ножниц и направляющей балки.
Стол, конечно же, используется для удобного размещения листов металла, балка используется для фиксации этих листов, а сам режущий элемент выполняет остальную работу. Ножи, с помощью которых производится резка листового металла, своими руками очень трудно сделать. Они изготавливаются, как правило, из титана либо высококачественных сплавов.
Режущий элемент можно лишь приобрести уже готовым, а затем самостоятельно установить его в станок. Удерживающая балка, как правило, задействуется при работе горизонтальных ножниц. Благодаря этому элементу листы металла в процессе движения ножей не будут «уходить» в сторону. Кроме того, балка защищает и сам нож от повреждения во время резки.
Помимо трех основных элементов конструкции, в гильотине также присутствуют дополнительные ― ходовые элементы, кронштейн, шатун. Все эти элементы изготавливаются из нержавеющего металла.
Простое, но эффективное устройство гильотины позволяет быстро и легко отрезать отдельные части и заготовки от любых видов металла – сортового, листового и литого. С помощью такого оборудования можно наладить как индивидуальное, так и серийное производство изделий.
Виды гильотин

Существует несколько видов гильотины для резки металла: ручная, механическая, пневматическая, гидравлическая, автоматическая и комбинированная. Наиболее востребована ручная гильотина для резки металла и механическая. Гильотина для резки металла, вне зависимости от её типа, может иметь очень разные технические характеристики. При выборе подобного оборудования нужно внимательно отнестись к оценке именно технических возможностей моделей, а не к информации, которую производители приводят первым делом.
Классифицировать все модели гильотин для резки металла можно, в первую очередь, по методу разделения листов металла. Резка может осуществляться вертикальными и горизонтальными ножницами. На некоторых моделях гильотин можно увидеть сочетание этих двух способов. Такой тип оборудования предусматривает сначала вертикальные разрезы, а затем ― горизонтальные. Следом выполняется сгиб металла и его дальнейшая обработка.
Второй способ классификации ― по приводу, то есть, элементу, который и приводит в движение режущий элемент. Приводы бывают механическими, гидравлическими и электрическими. Последний тип привода используется, как правило, только при работе с листовым металлом. Что касается гидравлического привода, то он выполнен в виде специального цилиндра-поршня, который заполняется техническим маслом.
Элемент сжимается до максимального значения, а затем разжимается вместе с режущим ножом. Если Вам интересна резка металла в домашних условиях, то можете понять то, что гидравлическая модель будет оптимальным решением. Мощности такого привода вполне хватит для мгновенной резки листов толщиной до 70 мм.
Преимущества гильотины для резки металла
Самое явное преимущество обработки металла с помощью гильотины ― это возможность избежать термической обработки металлических листов. Работа с металлом осуществляется быстро и эффективно, оборудование гарантирует точность резки. Следующее важное преимущество ― стоимость оборудования. Гильотина по стоимости заметно обходит любые другие аппараты для резки металла. То есть, такой станок себе может позволить практически каждый, кто серьезно занимается обработкой металлических листов.
Если еще несколько десятилетий назад профессиональная резка металла могла осуществляться только в условиях производств и заводов, то в настоящее время оборудование стало максимально доступным. Современные технологии превратили технологическую фантастику в реальность, и каждое заинтересованное лицо может воспользоваться этой возможностью.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
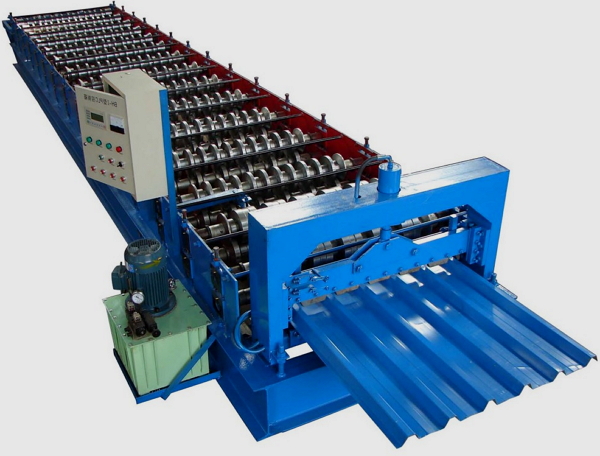
Автоматическая линия для производства профнастила
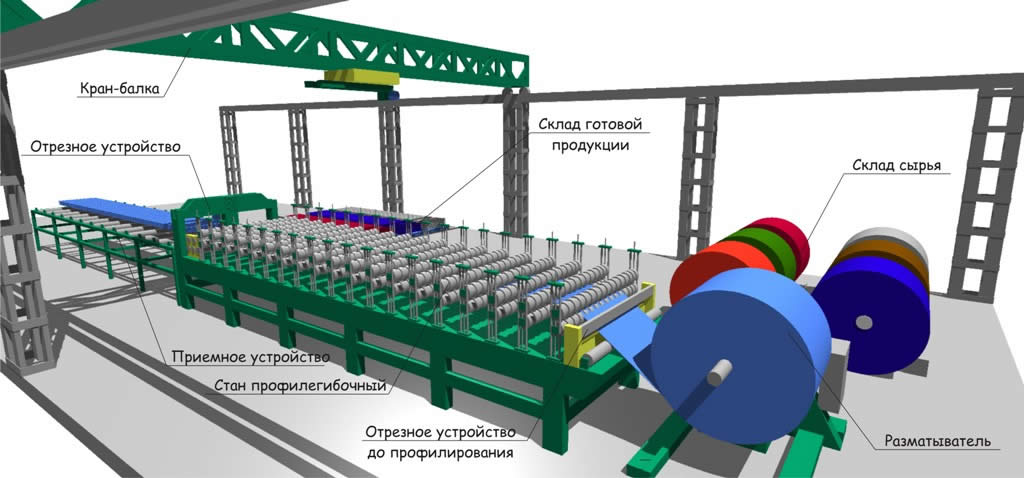
Это автоматизированное оборудование с высокой производительностью обрабатывает холоднокатаную сталь и сталь с полимерным покрытием. Если доставка готового профлиста обходится очень дорого, то иногда можно установить на стройплощадке мобильную автоматическую линию. Но для серьёзных масштабов необходима полноценная линия с разными станами. Схема работы линии следующая:
1) подаётся заготовка;
2) происходит подгибка и полоса проката формируется в соответствии с нужными конфигурациями;
3) гильотинные ножницы нарезают лист;
4) продукт готовится к упаковке.
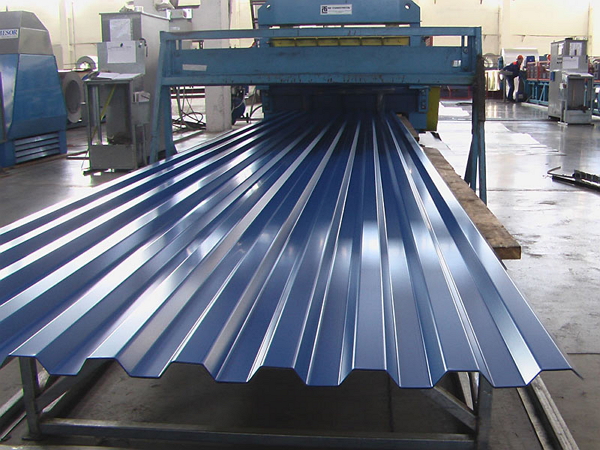
Вот так происходит изготовление профнастила на нашем предприятии:
Состав линии:
1) программный блок, с помощью которого линия включается и выключается, а также задаются рабочие программы, определяющие высоту гофры;
2) разматыватель — это вал, на который лист надевается и удерживается для фиксации к месту профилирования;
3) прокатный станок — главный элемент, на котором и происходит изгиб металла в профлист согласно программе;
4) гильотинные ножницы или проще говоря обрезной пресс, режущий профиль по заданным параметрам;
5) стол приемный — ровная поверхность, размеры которой соответствуют размерам продукции; это место, на котором готовые листы штабелируются и продукция упаковывается для отправки на склад.


Типы прокатки
Существует два типа прокатки:
1) клином или последовательная — вначале прокатывается середина листа, а затем уже катаются крайние гофры;
2) одновременная схема, при которой все гофры профилируемого листа прокатываются в одночасье.
Предпочтительно использовать именно последнюю схему, поскольку в таком случае утяжка будет одинаковая. При последовательной прокатке из-за того, что края и середина прокатываются отдельно, по краям могут появиться ёлочки и перекаты, а при одновременной это исключено.
Преимущества автоматизированных линий
Производство профнастила с автоматизированной линией обеспечивает не только удобство, но и другие преимущества:
- производительность достигает 1000 м² за одну смену, что в разы больше, чем у ручного станка;
- лёгкую эксплуатацию, для которой достаточно одного человека;
- широкий арсенал программ, благодаря которым по спецзаказам можно выпускать любые листы;
- абсолютную геометрию листов;
- гофры, соответствующие требованиям ГОСТ.
Конечно, к помещению, где располагается такая техника, предъявляются довольно строгие требования. Линия стоит дорого, а для каждой марки профнастила нужен отдельный стан, что по силам только серьёзным производителям. Кроме того, можно комплектовать её дополнительным оборудованием, которое упрощает процесс производства.
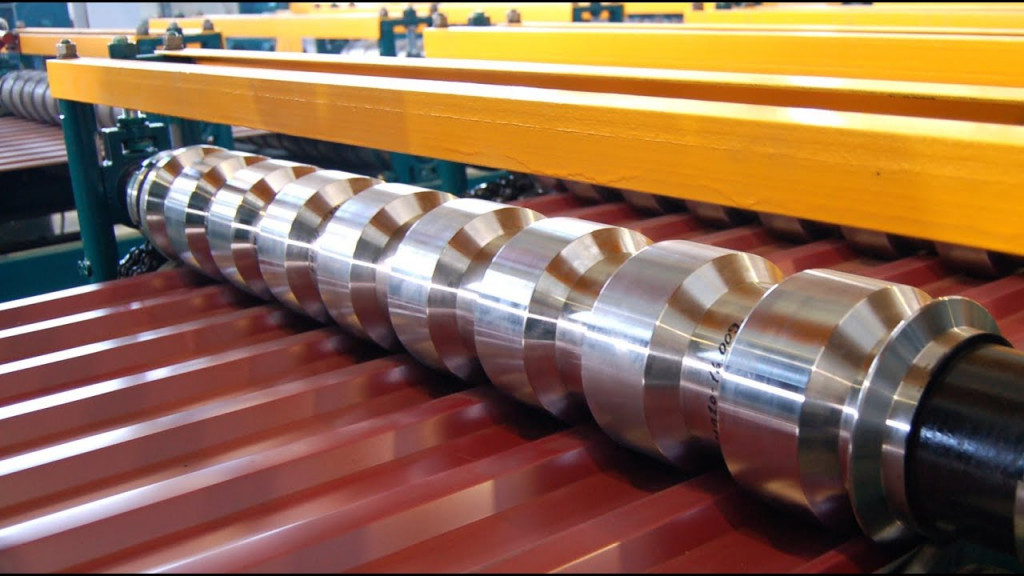
Валики прокатного стана
С разматывателя металлические листы попадает на валики, где они формуются согласно поставленной программе. Форма валиков определяет особенности профиля листа. Они могут быть цельными или же наборными — состоять из нескольких шайб, колец и втулок. Последний вариант даёт возможность быстро менять размеры и форму рельефа или же подбирать необходимый орнамент.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
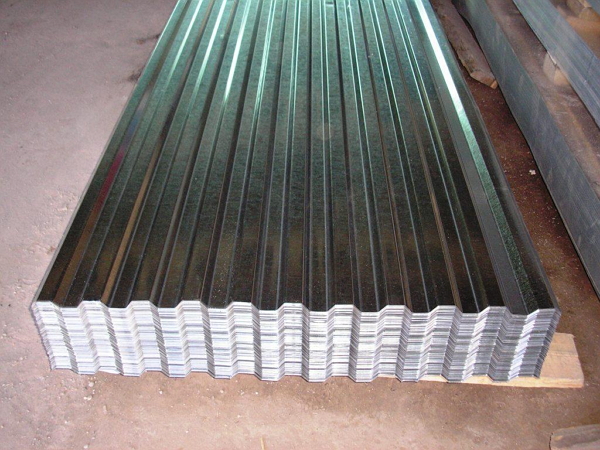
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
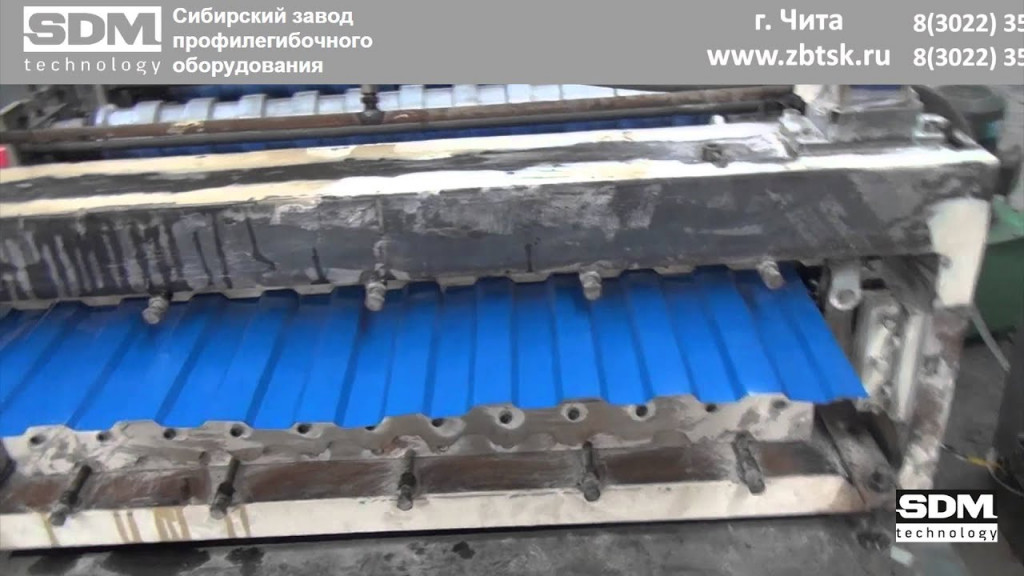
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Полный цикл производства профильных труб
Полный цикл изготовления профильной электросварной продукции включает в себя такие операции:
- Обработку штрипса.
- Формовку и сварку круглых профильных заготовок.
- Профилировку круглой трубы.
- Контрольный тест на качество.
- Термическую обработку.



В качестве изначального сырья, из которого создаются заготовки, применяют металлический штрипс – листовая сталь нужно класса, поступающая на производство в рулонной форме. Обычно для этих целей применяют низколегированную или углеродистую сталь. Лучше всего, чтобы листовой металл поставлялся непосредственно из металлургического завода: это позволит на порядок снизить закупочную цену и быть уверенным, что каждая единица товара пройдет соответствующий контроль качества (про
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
Прокатный вал

С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
Прокатный вал

С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Классный листогиб своими руками. Гнёт мм!
Классный листогиб своими руками. Гнёт 3 мм!
Пару лет назад ремонтировал машину и пришлось по-быстрому сделать листогиб. Делал из куска швеллера и уголков, оставшихся от постройки гаража. Швеллер №16 – 160 мм, нашёл кусок чуть больше метра. Для загибателя и прижимной планки использовал неравнополочные уголки 63х40, сваренные по два.
Край прижимной планки заточил под углом около 40 градусов. Максимальный угол загиба — 50 градусов, что неплохо. В принципе, со своими задачами он справлялся, но выявились некоторые недостатки. Сейчас планирую его активно использовать, поэтому решил исправить косяки, чтобы работа была в удовольствие.
Буду гнуть выкатные ящики в верстак, а их что-то много получается )).
Из устранённых недостатков:
- новые прижимные воротки из хороших болтов (подвесочные от ВАЗа) с ручками «а-ля коловорот»;
- пружинки под прижимную планку (клапанные ВАЗ 01);
- дополнительные направляющие для прижимной планки;
- крепление к столу;
- дополнительный съёмный рычаг;
- угломер.
Всё это вместе превратило работу с этим листогибом в он был рождён.
В качестве шарниров вместо петель — прижимной и его листогиба и процесс «улучшайзинга» более подробно можно увидеть в этом видео: Обсуждайте, критикуйте, советуйте.
Всем спасибо за внимание и удачи!
Особенности производства кровельной системы МЕТАЛЛ ПРОФИЛЬ®
Кровельная система Металл Профиль — это набор элементов необходимых для обустройства надежной и долговечной кровли: от кровельного покрытия высочайшего качества (металлочерепица и профнастил) до флюгеров.
Собственное производство включает более 1 000 элементов Кровельной системы, а дистрибуция — более 3 000 элементов.
Производство кровельной системы Металл Профиль включает в себя полный ассортимент продукции, необходимой для возведения надежной и красивой кровли:

- Производство Металлочерепицы восьми видов (Монтерроса®, Монтекристо®, Трамонтана®, МП Монтеррей, МП Супермонтеррей, МП Макси, МП Каскад, МП МаксиКаскад).
- Производство Профнастила четырнадцати видов.
- Производство Водосточных систем пяти видов (МП Бюджет, МП Модерн, МП Престиж, GRANDSYSTEM, МП Проект).
- Производство Отделочных элементов кровли (планка конька, заглушка конька, планка торцевая, карнизная и т.д.).
- Производство Элементов безопасности кровли (кровельная лестница, снегозадержатель и т.д.).
Компания Металл Профиль также предлагает огромный ассортимент комплектующих элементов — от мансардных окон и вентиляционных выходов до гидро- и пароизоляционных мембран или теплоизоляции.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.



Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).

Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Упрощенная конструкция трубогиба:
Самое сложное – это изготовить боковины, внутри которых располагаются:

- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Разновидности листогибочных устройств
Таблица видов профнастила.
Выгодной в экономическом плане альтернативной покупки гнутого профнастила является его изготовление своими руками. Листогиб легко сделать в домашних условиях. Его устройство может варьироваться в зависимости от назначения. Так, если предполагаемая длина гиба не будет превышать 250 мм, основание устройства можно не фиксировать с верстаком, а просто зажимать в тиски. Стоит учитывать, что степень упругости металла не позволяет согнуть лист под углом больше 90°. В таких случаях желательно воспользоваться металлическими проставками.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.





И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
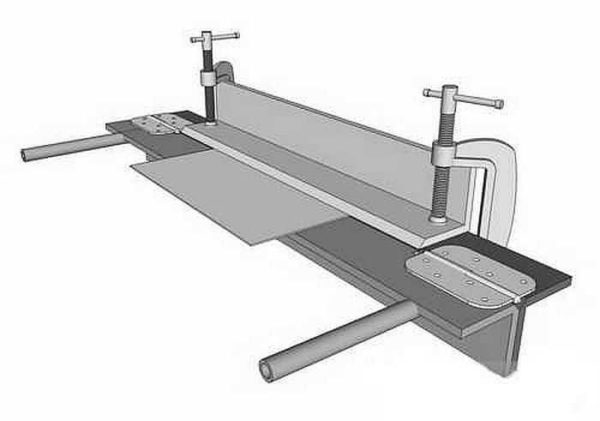
Как подготовить опоры и стол для подачи заготовок
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол. Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Забор из профлиста с кирпичными столбами
Профлист в сочетании со столбами из кирпича смотрится солидно

Конечно, более декоративно выглядит ограждение с кирпичными столбами. При желании можно сделать и его, но времени потребуется больше. Есть два варианта:
- Делать полноценный ленточный фундамент. Но это долго и дорого. На хорошо дреннируемых грунтах можно делать фундамент мелкого заложения, на пучнистых придется закапываться ниже глубины промерзания грунта. И хоть лента будет неширокой, работы много — на всю длину забора копать траншею, ставить опалубку, вязать арматуру, заливать и потом отделывать. Поверх ставить кирпичные столбы. Прочно, надежно, но дорого.
- Сделать по схеме, описанной выше: несущие столбы с цоколем. Вокруг столбов выкладывают кирпич. Этот способ менее затратный. О том, как класть столбы из кирпича читайте тут.
Схематическое изображение конструкции забора с кирпичными столбами

Вся технология такая же, только армирование потребуется более жесткое — два пояса по два прутка диаметром 10-12 мм. В столбы необходимо будет установить закладные элементы, к которым будут крепится направляющие. Их (закладные) можно приварить к трубе, после того, как она выставлена и схватился раствор.













